Марка
Сечение провода, мм2 Номинальное напряжение *, В Область применения Неизолированные ММ, МТ
0,1 — 1,5 __ Жесткий навесной монтаж
(МТ — для монтажа повышенной
прочности)
Изолированные мгв 0,1 — 1 220 (50) Монтаж в узлах и блоках МГП0,1 — 2,5 380 (до 2000) Внутренний и межприборный
монтаж
мгш 0,05 — 0,1 24 (50) Монтаж в узлах и блоках мгшв0,14 — 1,5 1500 Внутренний и межприборный
монтаж
мг-шд 0,35 — 4 60 (50) То же мог0,3; 0,5 1000 (50) Особо гибкий монтаж (для под-
вижных соединений)
мшв0,07 — 1,5 500 — 1500 Внутренний и межнриборны?
монтаж
пмв0,2-0,75 500 Жесткий монтаж в узлах и
блоках
ПМВГ 0,2-0,75 500 То же ПМОВ 0,2-0,75 500 — » — Экранированные (низкочастотные кабели) мгвэ 0,1 — 1 220 (50) Монтаж в узлах и блоках МГПЭ 0,1 — 2,5 380 (до 2000) То же мгшв 0,2 — 1,5 150С — » — мгшвэв 0,14 500 — » —* Для постоянного тока. Для номинального напряжения переменного тока в скобках указана частота тока.
Для уменьшения вредных наводок на высокочувствительные входные цел» в радиоаппаратуре используют экранированные высокочастотные и низкочастотные провода (кабели). Для высокочастотных кабелей применяют высококачественные изоляционные материалы с малой диэлектрической проницаемостью,, чтобы свести к минимуму погонную емкость кабеля и потери энергии сигнала в нем. Нормируется и волновое сопротивление (оно определяется соотношением диаметров внутреннего провода и оплетки и диэлектрической проницаемостью изоляционного материала между ними), что предъявляет более жесткие требования х диаметру основных элементов кабеля.

Рис. 3. Конструкция некоторых видов экранированных высокочастотных кабелей: 1 — пластмассовая внешняя изоляция; 2 — оплетка из медной проволоки (экран); 3 — внутренняя диэлектрическая оболочка; 4 — медный провод; 5 — внутренняя изоляция из керамических (или пластмассовых) шайб; 6 — провод из медных проволок
Для низкочастотных кабелей (например, микрофонных, для соединений между приемником и магнитофоном или электропроигрывающим устройством) важно обеспечить надежное экранирование. Эти кабели имеют значительные погонную емкость (до 200 гаФ/м) и потери на высоких частотах, но они дешевле высокочастотных. Типичные конструкции высокочастотных экранированных кабелей показаны на рис. 3. Основные ха|рактерист.ики кабелей сведены в табл. 2. Особенностью применения таких кабелей является необходимость использования для их подключения специальных разъемов. Несколько конструкций разъемов для НЧ и ВЧ кабелей и проводов изображены на рис. 4.

Рис. 4. Различные разъемы (слева направо): для подключения питания, гнездо и вставка низкочастотного разъема (СГ-5 и СШ-5), малогабаритный высокочастотный разъем (гнездо в штеккер), одиночное малогабаритное гнездо и вставка, гнездо и вставка разъема для включения малогабаритных телефонов от транзисторных радиоприемников
Обмоточные провода выполняют из мягкой отожженной меди. Снаружи провод изолируют одним или несколькими слоями хлопчатобумажной или синтетической лряжи (провода ПБД, ПСД, ПДК), капронового (провод ПК) или Шейкового (провода марок ПЭЛШО, ПЭЛШКО) волокна. Кроме волокнистой используют эмалевую (лаковую) изоляцию. Провода с лакостойкой эмалью имеют марку ПЭЛ, с теплостойкой — ПЭТ, винифлексной — ПЭВ, метальвиновой — ПЭМ.
Некоторые лакостойкие эмали накладывают на провод в несколько слоев. Цифра в обозначении обмоточного провода указывает на число слоев лака. Чем больше слоев, тем большее напряжение выдерживает изоляция. Провода ПЭЛ имеют эмалевое покрытие почти черного цвета, ПЭВ — золотистого. Предельно допустимая температура для провода ПЭЛ — 100° С, для ПЭТ, ПЭВ и ПЭМ — 125° С.
МАТЕРИАЛЫ ДЛЯ МОНТАЖНЫХ РАБОТ
В радиолюбительской практике используют одно- и многожильные провода (в изоляционной оболочке и без нее) для соединений между элементами, узлами и блоками; радиочастотные и низкочастотные экранированные кабели для внешних соединений между блоками и приборами, для свази с антеннами, микрофонами и т. п.; обмоточные провода для намотки различных катушек контуров, магнитных антенн, трансформаторов и дросселей; листовые диэлектрики, в том числе фольгированные, из которых выполняют монтажные печатные платы.
Для «адежного электрического и механического соединения выводов элементов и концов проводников и других деталей используют припои и флюсы, нитки, лакотжань, тканевые и пластиковые ленты, клеи и клеящиеся ленты, мастики, лаки и краски.

Рис. 2. Конструктивные схемы некоторых видов монтажных проводов:
1 — провод из медных луженых проволок; 2 — сплошная изоляция из поливинилового пластиката; 3 — изоляция лентами из триацетатной пленки или пленки из полиэтилентерефталата; 4 — обмотка из хлопчатобумажной пряжи или стекловолокна; 5 — провод из медных нелуженых проволок; 6 — изоляция лентами из шелковой лакоткани; 7 — обмотка из капронового волокна; 8 — обмотка из лакированного капронового волокна; 9 — сплошная изолядия из полиэтилена; 10 — обмотка из полиамидного шелка; 11 — обмотка из полиамидного шелка лакированная; 12 — оплетка из тонких медных луженых проволок (экран); 13 — провод медный
Медные монтажные провода обычно выполняют из одно- или многожильной медной мягкой проволоки типа ММ. Проволоку, как .правило, лудят, чтобы обеспечить хорошее качество пайки. Одножильные голые монтажные провода иногда серебрят для уменьшения сопротивления токам высокой частоты. Многожильный монтажный провод без изоляции часто называют канатиком и используют для гибких соединений. Голые монтажные провода применяют либо для соединений относительно небольшой длины внутри узла или блока, либо, когда имеется возможность, дополнительно закрепить провода на монтажных стойках.
Межузловые и межблочные соединения (а часто и монтаж деталей в узле) выполняют одножильным или многожильным изолированным монтажным проводом. Его изоляция может быть из поливинилхлоридного или полиэтиленового пластика, а также с дополнительным промежуточным слоем из хлопчатобумажных, шелковых или синтетических нитей. Внешнюю изоляцию делают в виде плетеного чулка, пропитанного лаком, или из нескольких слоев ленты. Основные характеристики наиболее распространенных марок проводов для электромонтажных соединений сведены в табл. 1, конструкции этих проводов показаны на рис. 2.
МАТЕРИАЛЫ ДЛЯ СЛЕСАРНЫХ И СТОЛЯРНЫХ РАБОТ
В радиолюбительской практике находят применение многие металлы и их сплавы.
Сплавы алюминия используют для изготовления шасси, корпусов, коробок и футляров измерительной и малогабаритной радиоаппаратуры, экранов.
Различные монтажные и обмоточные провода, токоведущие детали делают из меди, которая непригодна как конструкционный материал. Из сплавов меди, бронзы и латуни, обладающих хорошей коррозионной стойкостью и антифрикционными свойствами, обычно вытачивают втулки, подшипники, крепежные детали, экраны, теплоотводы. Важное свойство многих сплавов меди — простота пайки и хорошая электропроводность.
Магнием и его сплавами пользуются редко, иногда дорабатывают детали из этих сплавов, изготовленные в заводских условиях. Эти детали не паяются, требуют специальной защиты от влаги. Олово, свинец, серебро и цинк как конструкционные материалы не используют, а применяют лишь в качестве составных компонентов различных сплавов (в частности,, припоев) и для защитных и проводящих покрытий деталей. Сталь — сплав железа с углеродом и различными легирующими добавками служит для выполнения крупных деталей, корпусов, шасси, силового крепежа| но она требует защиты от влаги и других внешних факторов.
Основными свойствами металла или сплава, которые радиолюбителю-конструктору нужно знать в первую очередь, являются: плотность, температура плавления, теплопроводность и температурный коэффициент линейного расширения. Эти характеристики сведены в табл. 6.
МОНТАЖ ДЕТАЛЕЙ НА ПЛАТУ И ЦХ ДЕМОНТАЖ
Радиолюбители используют монтажные платы многих видов. Здесь и платы с запрессованными проволочными шпильками, монтажными пистонами, с печатными проводниками, различные универсальные монтажные платы, удобные при макетировании электронных устройств.
Основой плат со шпильками служит листовой гетинакс или стеклотекстолит толщиной 1,5 — 2 мм. На заготовке платы в узлах сетки с шагом 5 — 10 мм (шаг зависит от размеров используемых деталей: чем меньше детали, тем меньше шаг сетки) сверлят отверстия для установки шпилек. Их изготовляют из твердой медной голой проволоки диаметром 0,8 — 1,5 мм. Диаметр отверстий должен быть на 0,1 — 0,15 мм меньше диаметра проволоки. Нарезав требуемое число шпилек длиной 12 — 20 мм, слегка запиливают один из концов на конус и ударами молотка загоняют их в отверстия в плате. Для того чтобы шпильки не выпадали из отверстий, можно их слегка расплющивать вблизи платы сразу после запрессовки. На одной стороне платы к шпилькам припаивают детали, на другой прокладывают соединительные проводники. Такие платы пригодны для многократного использования, они просты в изготовлении и надежны. Шпильки должны быть хорошо облужены.
Основой монтажных плат с пистонами может служить такой же листовой изоляционный материал, как и для плат со шпильками. Отверстия сверлят такого диаметра, чтобы пистоны плотно входили в отверстия. Пистоны развальцовывают в отверстиях платы кернером, заточенным под угол 90 — 100°. Самодельные пистоны можно сделать из латунной трубки диаметром 2 — 3 мм и толщиной стенки 0,2 — 0,3 мм. Такие пистоны развальцовывают между двумя кернерами. После установки пистонов их облуживают снаружи и внутри отверстий. Монтаж на такой плате лучше всего выполнять одножильным луженым проводом диаметром 0,5 — 0,7 мм без изоляции. Монтажные платы с использованием пустотелых пистонов позволяют выполнять малогабаритные изделия с высоким качеством и хорошим внешним видом. Кроме того, такие платы более устойчивы к вибрациям и ударам по сравнению с платами на шпильках.
Для печатных монтажных плат используют фольгированный гетинакс или стеклотекстолит. Процесс изготовления печатной платы состоит из следующих операций: зачистка фольги от окислов, нанесение рисунка проводников кислотостойкой краской, травление заготовки до полного снятия фольги на незащищенных краской местах и удаление защитной краски.
Наиболее просто изготовить кислотостойкую краску из клея БФ-2 или БФ-4. В него добавляют небольшое количество темной пасты от шариковой авторучки и размешивают до получения однородного состава. Если смесь получилась слишком густой, добавляют этиловый спирт. Наносить рисунок на фольгу можно чертежным металлическим или стеклянным рейсфедером. Последний удобен тем, что позволяет легко рисовать контактные площадки. Работа эта требует большой тщательности, поэтому перед выполнением рисунка нужно потренироваться на ненужном куске фольгированного материала.
Рисунок печатных проводников можно выполнять самодельным рейсфедо-ром, изготовленным из использованного пластмассового стержня шариковой авторучки. Стержень длиной 130 мм осторожно нагревают над пламенем спиртовки. Как только трубка размягчится, оттягивают ее конец. Лезвием бритвы отрезают излишек в нужном месте. Пластмассовый рейсфедер пишет мягче металлического или стеклянного.
При выполнении рисунка контактных площадок под выводы можно пользоваться толстой иглой (или шилом), конец которой обмакивают в краску в накалывают им центр будущего отверстия. Стекающая капля краски образу» ет рисунок контактной площадки.
Рисунок печатной платы удобно выполнять тушью «Kalmaar», которая не очень быстро сохнет, дает четкий рисунок и устойчива к раствору хлорного железа. Сушить рисунок надо 20 — 40 мин при температуре 30 — 40° С или 1 — 1,5 ч при комнатной температуре. После травления заготовки в растворе хлорного железа ее надо промыть водой, а тушь смыть тампоном, смоченным спиртом или ацетоном.
В качестве защитной краски многие радиолюбители используют раствор в ацетоне или спирте пасты темного цвета от шариковых авторучек.
Удобно пользоваться и подкрашенным раствором канифоли в спирте.
Можно сформировать рисунок будущих печатных проводников из липкой пленки. Скальпелем вырезают из пленки длинные узкие ленты и наклеивают на фольгу заготовки на место будущих проводников. Некоторые радиолюбители поступают иначе: на заготовку платы наклеивают лист пленки и вырезают рисунок проводников. Чтобы не прорезать вместе с пленкой и фольгу, пользуются терморезаком, представляющим собой цанговый карандаш, в котором зажат остро заточенный грифель. К цанге подключен один из выводов обмотки понижающего трансформатора, а к фольге заготовки — другой вывод. Напряжение подбирается экспериментально. Если вести кончиком грифеля по фольге, он разогревается и плавит пленку. Обойдя таким образом но контуру весь рисунок проводников, острием скальпеля аккуратно снимают ненужные участки пленки, после чего как обычно травят заготовку.
Чаще всего рисунок печатных проводников переводят на фольгу посредством копировальной бумаги. Однако есть способ переноса рисунка, основанный на чувствительности меди к яркому свету. На кальке выполняют тушью рисунок проводников платы в натуральную величину. Заготовку погружают в раствор хлорного железа на 1 — 3 мин для удаления окисной и жировой пленки, а затем промывают водой. Накладывают кальку на фольгу, прижимают листом стекла и освещают мощной (около 500 Вт) лампой в течение 5 — 7 мин (время подбирают экспериментально) с расстояния 180 — 200 мм. Освещенные участки фольги после экспонирования окисляют и темнеют. Сразу же (через несколько дней рисунок будет уже малоконтрастен) закрашивают светлые участки защитным лаком и травят заготовку обычным образом.
Заготовки печатных плат обычно травят в растворе хлорного железа с удельным весом 1,36, налитом в фотокювету подходящих размеров. Можно использовать эмалированные кюветы. Если в растворе появился темный осадок, то небольшими порциями добавляют туда соляную кислоту до полного пропадания осадка.
Процесс травления длится 0,5 — 1, 5 ч. Его можно ускорить покачиванием кюветы. По окончании процесса травления заготовку ополаскивают, тщательно промывают теплой проточной водой и смывают лак (или краску). Иногда бывает удобнее снимать лак наждачной бумагой № 60 или 80.
Готовую печатную плату следует для консервации покрыть тонким слоем канифольного лака (раствора канифоли в спирту) либо сразу же залудить5 хотя бы контактные площадки (если этого не сделать, то через некоторое время из-за окисления фольги выполнять пайку будет труднее).
Травить печатные платы можно и в растворе медного купороса и поваренной соли. Четыре столовые ложки поваренной соли и две ложки растолченного в порошок медного купороса растворяют в 500 мл горячей (примерно 80° С) воды и получают темнозеленый раствор, объема которого достаточно для стравливания примерно 200 см2 поверхности медной фольги. При повышении температуры травящего раствора время травления сокращается. Оптимальную температуру подбирают экспериментально по теплостойкости защитного лака (или пленки). Если рисунок выполнен тушью «Kalmaar», то работать следует при комнатной температуре. Время травления при этом увеличивается до нескольких часов.
Если необходимо изготовить печатную плату, форма и размеры которой не позволяют использовать имеющуюся кювету, можно поступить следующим образом. По периметру платы со стороны фольги делают бортик из пластилина. В образовавшийся сосуд заливают раствор хлорного железа для травления. Если заготовка печатной платы не имеет припуска по длине и ширине, то бортик изготовляют из алюминиевой фольги, а щели замазывают пластилином.
Очень удобно травить платы в прочном полиэтиленовом пакете подходящих размеров. В него укладывают заготовку и заливают раствором хлорного железа. При необходимости повысить температуру раствора пакет кладут под струю горячей воды или погружают в сосуд с водой и подогревают на плите. Для равномерности травления пакет покачивают за края.
Чтобы не повредить пакет, на заготовке платы следует закруглить края.
Очень важно хорошо облудить печатные проводники. Для этого чаще всего применяют легкоплавкие припои. При их отсутствии можно воспользоваться припоем ПОС-61, но увеличивается риск отслоения проводников из-за перегрева платы. При работе со сплавами Вуда (температура плавления 68° С), Липовитца (70° С), Д'Арсе (79° С), Розе (94° С) и ПОСВ-32-15-53 (96° С) наиболее целесообразна такая последовательность операций. Тщательно очищенную от окислов и жировых загрязнений плату заливают в металлической эмалированной фотокювете (или миске) водным раствором лимонной кислоты (1 — 3 г на стакан воды). Плата должна лежать вверх проводниками, а слой раствора над платой должен быть толщиной 2 — 3 мм. На медленном огне доводят раствор до слабого кипения, кладут на печатную плату кусок припоя (он быстро расплавляется) и марлевым тампоном на деревянном стержне или кистью с жесткой щетиной растирают припой по поверхности печатных проводников, сгоняя его излишки к краям кюветы. Закончив лужение, раствор охлаждают, вынимают из него плату и промывают ее. При использовании сплавов Розе, ПОСВ-32-15-53, а также ПОСВ-33 (температура плавления 130° С) и ПОСК-50 (145° С) можно использовать обычные приемы лужения.
Лудить проводники платы удобно следующим образом. Тщательно зачищенные проводники покрывают тонким слоем спирто-канифольного флюса. На конец тонкого деревянного стержня надевают отрезок длиной около 20 мм оплетки экранированного кабеля и закрепляют проволочным бандажом. Пропитав припоем свободный конец оплетки, прижимают его жалом паяльника к проводнику платы и двигают вдоль него. Слой полуды получается тонким и ровным. Там, где излишки припоя замкнули соседние проводники, еще раз проводят нагретой оплеткой, чтобы она впитала лишний припой. Таким же образом удаляют припой с платы при ее демонтаже.

Рис. 21. Вид печатной платы при механическом удалении фольги
Радиолюбители часто применяют механические способы выполнения печатных плат.
Сначала на фольгу заготовки наносят точки крепления радиодеталей, границы больших отверстий и контуры печатных проводников, затем остро отточенным кончиком ножа или специального резца делают прорези по контуру будущих проводников. Обведенные промежутки между проводниками снимают пинцетом, поддев край фольги острием ножа. Отверстия под выводы радиодеталей лучше всего высверлить до снятия фольги. Поверхность оставшихся проводников зачищают, покрывают спирто-канифольным флюсом и лудят. На рис. 21 светлым показаны проводники — фольгированные участки, а черными линиями — участки, где фольга снята.
Вместо ножа, резца или скальпеля нередко пользуются самодельным резаком, изготовленным из полотна ножовки по металлу (таким резаком обычно разрезают органическое стекло). Резаком по линейке прорезают на заготовке дорожки шириной 0,8 — 1,2 мм между проводниками. Для того, чтобы при прорезании фольги ограничить длину хода резака, к концу линейки следует привинтить или припаять упор в виде металлической планки шириной на 2 — 3 мм большей ширины линейки. Чтобы линейка не скользила по заготовке платы, к ее нижней плоскости приклеивают полоску эластичной тонкой резины.
Некоторые радиолюбители предпочитают фрезеровать печатные платы. На оси малогабаритного быстроходного электродвигателя через переходник жестко закрепляют короткое сверло, зубной бор или фрезу диаметром 1 — 3 мм. Обходя фрезой по контуру рисунка проводников, формируют промежуток между ними. Удобно использовать гибкий вал от бормашины, а электродвигатель закрепить на столе. При отсутствии сверла малого диаметра для сверления отверстий в плате можно использовать иглу от швейных машин с обломанным острием или швейную иглу с обломанным ушком. Конец иглы затачивают подобно сверлу. Сверлить такими «сверлами» надо при повышенной скорости и малой подаче.
При выполнении макетов и готовых устройств на дискретных элементах, у которых число выводов равно двум и, как исключение, трем, удобны предложенные П.
П. Кувырковым универсальные монтажные проволочные или печатные платы. Такие платы позволяют вести монтаж деталей без промежуточных соединений, так как они уже имеются на плате всех возможных вариантов соединений.

Рис. 22. Принципиальная схема и варианты размещения деталей на универсальной монтажной плате
Идея таких плат и их возможные варианты показаны на рис. 22. Все монтажные точки взятой в качестве примера ступени транзисторного усилителя нумеруют (рис. 22,а). Каждому номеру соответствует определенный проводник (например, 1 — общий провод питания, 2 — входной цепи, 3 — цепи базы и т. д.). Если на треугольной плате расположить восемь Г-образных проводников (рис. 22,6) так, чтобы участки, обозначенные сплошными линиями, были бы на лицевой, а штриховыми — на обратной стороне платы, то образуется система проводников, обеспечивающих любые варианты соединений. Расположение деталей на плате определяется местом пересечения проводников с номерами, соответствующими номерам выводов, т. е. конденсатор С1 располагается на пересечении проводников 2 и 3, резистор R1 — на пересечении проводников 3 и 4 и т. д.
При изменении нумерации монтажных точек изменяется и расположение деталей (ср. рис. 22,6 и в). Нумерация выводов у двухвыводных деталей может быть произвольной; у трехвыводных (например, транзисторов) два вывода обязательно должны иметь номера, следующие один за другим. Аналогично выполняют рисунок и на квадратной печатной плате, на которой два проводника (1 и 5) — прямые линии, а остальные в виде буквы Г. Четыре варианта расположения деталей на универсальной квадратной печатной плате показаны на рис. 22, г — ж.
Современные радиоэлектронные устройства выполняют на микросхемах различных типов. Особенности монтажа и демонтажа интегральных микросхем определяются их конструкцией. Большинство микросхем не терпят перегревания, поэтому при пайке их выводов используют припои ПОСВ-33, ПОСК-50 и ПОС-61 с пониженной температурой плавления (130 — 182° С) со спирто-кани-фольным флюсом.
Очень важно использовать рациональные приемы монтажа и демонтажа, так как в домашних условиях радиолюбителю трудно выполнить в полном объеме рекомендации соответствующих отраслевых стандартов. Описания некоторых приемов и особенностей применяемых инструментов были даны выше.
Паяльник для монтажа и демонтажа микросхем должен иметь мощность не более 40 Вт и пониженное напряжение питания (12 — 36 В). Целесообразно снабдить паяльник набором сменных жал различных размеров и форм.


Рис. 23. Приспособление для формования выводов микросхемы
Рис. 24. Способ демонтажа микросхемы

Рис. 25. Платы-переходники для микросхемы
По конструкции выводов микросхемы можно разделить на две группы: с гибкими проволочными или ленточными выводами и с выводами в виде луженых контактных площадок или жестких лент. Монтируют микросхемы в следующем порядке. Устанавливают и фиксируют ее выводами в отверстиях, или на площадках платы, предварительно слегка смоченных флюсом, набирают на жало паяльника минимальное количество припоя и последовательно выполняют пайку всех соединений. Для того, чтобы уменьшить вероятность перегрева микросхемы, не следует паять подряд выводы, расположенные рядом. Один из рекомендуемых вариантов последовательности пайки четырнадцати-выводной микросхемы таков: 10 — 14 — 3 — 9 — 13 — 4 — 8 — 12 — 5 — 1 — 11 — 6 — 2 — 7. При монтаже и демонтаже микросхем в металлическом корпусе удобно пользоваться небольшим магнитом с прикрепленной к нему ручкой из жести. С его помощью легко установить микросхему на контактное поле платы и припаять два — четыре вывода. После этого магнит снимают и паяют остальные выводы.
При демонтаже микросхемы серии К155 и других в таком же корпусе очень полезным будет захват, который после расплавления припоя на всех выводах позволяет быстро снять микросхему с платы. Его можно изготовить из лабораторного зажима «крокодил». К опиленным губкам зажима припаивают или приклепывают две загнутые Г-образно пластины толщиной 0,8 — 1 мм.
Ког да губки зажима разжаты, захват надевают на интегральную микросхему со стороны торцов, вводя под нее загнутые концы пластин. После расплавления всех выводов захватом выдергивают микросхему из отверстий платы.
Перед монтажом микросхем серий К133, К134 и других в подобном корпусе их выводы обычно формуют, т. е. изгибают так, чтобы обеспечить одновременное прилегание к плате всех выводов. Сформовать выводы можно пинцетом, узкогубцами, но быстрее и лучше всего — в специальном приспособлении, состоящем из пуансона и матрицы (рис. 23). Их можно изготовить из органического стекла, текстолита, дюралюминия, латуни. Для более надежной работы приспособления его следует снабдить двумя направляющими хода пуансона (на рисунке не показаны). Направляющие можно изготовить из винтов МЗ или М4, либо использовать готовые направляющие от разъемов ГРПМ. При макетировании устройств на микросхемах бывает рациональнее использовать панели, подобные транзисторным или ламповым, а не перепаивать каждый раз выводы микросхемы, рискуя ее испортить. Панель обычно изготовляют из органического стекла, текстолита, либо другого легко обрабатываемого изоляционного материала. Контакты можно использовать как готовые от заводских разъемов серий МНР или РГН, от панелей пальчиковых ламп, транзисторов, так и самодельные из гартованной латуни или бронзы.
Простую панель легко изготовить из резинки для стирания карандаша. Вырезают из резинки брусок размерами 22X14X9 мм. В нем по кондуктору сверлят необходимое число отверстий сверлом диаметром 1 — 1,2 мм. Из тонкой медной или латунной фольги вырезают ленты шириной 1,2 — 1,5 мм и длиной около 32 мм, сгибают их в виде буквы У и вставляют в отверстие в резинке. Панель приклеивают к печатной плате клеем 88 Н, а выводы пропускают в отверстия в плате и припаивают к проводникам.
Микросхемы серии К133 (и другие в подобном корпусе) демонтировать с печатной платы удобно следующим способом. Лезвие безопасной бритвы разламывают так, как показано на рис. 24, и вводят под корпус микросхемы с тем, чтобы оно упиралось в места паек одного — трех крайних выводов.
Нагре вая паяльником одновременно, эти пайки, лезвие смещают с усилием в направлении стрелки и при этом отделяют выводы от платы.
Для упрощения монтажа интегральных микросхем в круглых корпусах (серия К НО и др.) на печатную плату можно использовать пластмассовую втулку, с которой поставляются микросхемы. В плате сверлят отверстие диаметром 7,6 мм под втулку и вклеивают ее клеем БФ-2 так, чтобы бортик выступал с той стороны, где будет установлена микросхема. Выводы микросхемы вставляют в отверстие втулки, отгибают и распаивают на контактные площадки.
В макетных и некоторых других устройствах иногда целесообразно выводы микросхем соединять не печатными, а навесными проводниками. Для этого лобзиком пропиливают в плате узкие щели, вводят в них выводы, отгибают их в разные стороны и припаивают к ним проводники диаметром 0,2 — -0,3 мм.
При макетировании и ремонте устройств на микросхемах иногда удобно пользоваться платами-переходниками. Их устройство и способ монтажа показаны на рис. 25,а. Разметить контактную площадку под микросхему можно посредством испорченной микросхемы с формованными выводами. К корпусу микросхемы припаивают ручку из медной проволоки. Смазав выводы лаком, «печатают» контактные площадки на фольге заготовки печатной платы. После этого соединительные проводники вычерчивают рейсфедером или пером. В качестве переходника можно использовать плату статора галетного переключателя. К внутренним концам контактных лепестков платы припаивают выводы микросхемы, а к наружным — детали устройства (рис. 25,6). Для удобства монтажа выводы переходника следует пронумеровать.
НАМОТОЧНЫЕ РАБОТЫ
Радиолюбителю-конструктору чаще всего приходится выполнять рядовую послойную намотку трансформаторов (сетевых, переходных и выходных), катушек контуров (входных и промежуточной частоты}, магнитных антенн, многослойную намотку катушек с тороидальными магнитопроводами.
Для намотки простых катушек с небольшим числом витков можно пр»-способить ручную дрель, но лучше изготовить самодельный намоточный станок из деталей детского конструктора. Желательно наличие счетчика числа витков.
Если механический счетчик витков для намоточного станка приобрести не удалось, можно воспользоваться электромагнитным счетчиком импульсов (промышленность выпускает несколько видов таких счетчиков). Для этого на валу устанавливают кулачок, а рядом с ним монтируют кнопочный микро-выключатель так, чтобы кулачок, вращаясь, замыкал контакты выключателе ча короткое время — один раз за оборот вала. Недостатки такого счетчика; витков — необходимость в источнике питания и отсутствие у многих из них сброса показаний. При отсутствии электромагнитного счетчика можно для счета витков приспособить карманный калькулятор. Выводы кнопки нужно подключить к контактам кнопки « — » калькулятора. Перед началом счета витков необходимо одну за другой нажать кнопки микрокалькулятора «0», «+» в «1». После этого каждое замыкание контактов, кнопки будет прибавлять единицу к показанию на табло калькулятора. Нельзя забывать, что и при вращении вала намоточного станка в обе стороны показания будут увеличиваться.

Рис 17. Намоточное устройство УНРП-1
Очень удобно в работе радиолюбительское намоточное устройство УНРП-1. В сложенном виде оно умещается в коробке размерами 200x100x55 мм. Устройство позволяет наматывать катушки трансформаторов и дросселей, двигателей, контурные катушки. Для этого оно укомплектовано разными насадками, оснащено счетчиком числа витков, двуступенчатой передачей вращения от ручки к валу. Внешний вид устройства показан на рис. 17.

Рис. 18. Вид оправки (а) готовой бескаркасной катушки (б) для горшкообразного магнитопровода
Для горшкообразного магнитопровода серии СБ довольно трудно изготовить каркас катушки. Наматывать такие катушки можно без каркаса следующим образом. Необходимо взять стержень из любого материала длиной SO — 100 мм. Диаметр стержня для магнитопровода СБ-la равен 6,5 мм; СБ-2а — 10,5 мм, СБ-За — 11,5 мм, СБ-4а — 13,5 мм. СБ-5а — 14 мм. Вдоль стержня накладывают три-четыре нитки, как показано на рис. 18,а. Поверх них производят намотку. После намотки катушки концы ниток завязывают, отрезают и снимают катушку со стержня. Готовую катушку (рис. 18,6) вкладывают в магнитопровод. Если обмотка должна состоять из нескольких секций, то наматывают нужное их число и укладывают одну за другой в маг-яитопровод. Работа завершается склеиванием половинок магнитопровода клеем БФ-2.
Намотать такую же катушку можно, воспользовавшись другим приспособлением, изготовленным из фторопласта по чертежу, показанному на рис. 19. Детали 1 я 2 стягивают винтом М2,6 мм с гайкой. Закрепив начало провода «а конце винта, наматывают катушку слоями. Каждый слой пропитывают полистироловым клеем. По окончании намотки катушке дают просохнуть, после чего разбирают приспособление и снимают катушку, слегка поворачивая ее вокруг оси. Несколько увеличить индуктивность катушек, намотанных таким образом, можно уменьшением зазора между чашками магнитопровода. Для этого сопрягающиеся поверхности обрабатывают шлифовальной бумагой № 60 или 80, наклеенной на плоскую поверхность.


Рис. 19. Разборная оправка для намотки бескаркасной катушки
Рис. 20. Приспособление для намотки катушек в труднодоступных местах: 1 — пластмассовая трубка; 2 — жесткий стержень; 3 — катушка с проводом
При намотке катушки на кольцевой ферритовый магнитопровод обычно используют челнок, вырезанный из листового гетинакса или текстолита. На малогабаритное ферритовое кольцо обмотку можно намотать с помощью обычной швейной иглы. Конец провода катушки продевают в ушко иглы в аккуратно наматывают на нее виток к витку в 2 — 3 слоя.
Затем наматывают провод на кольцо, продевая иглу в отверстие.
В труднодоступных местах, например, в телефонной капсюле, катушку можно намотать с помощью простого приспособления (рис. 20), изготовленного из поливинилхлоридной трубки 1 и жесткого металлического стержня 2. Провод, намотанный на катушке 3, пропускают через трубку и наматывают на каркас катушки капсюля, обводя конец вокруг каркаса. При отсутствии готового литцендрата радиолюбитель может изготовить его сам. Для этого берут эмалированный провод диаметром 0,05 мм, наматывают его необходимое число раз между двумя вбитыми гвоздями, расстояние между которыми выбирается соответственно необходимой длине отрезка литцендрата. Затем один конец пучка, стараясь не оборвать проводник, снимают с гвоздя, слегка натягивают и осторожно скручивают. Сильно скручивать жилы не рекомендуется, так как добротность литцендрата от этого ухудшается. Для того, чтобы скрученный пучок жил не рассыпался, его слегка протирают тампоном из марли, пропитанным клеем БФ-2 или БФ-4. После 3 — 5 мин просушки в натянутом состоянии литцендрат готов к употреблению.
Завершающими операциями намотки катушки являются зачистка, лужение выводов и их пайка. От качества лужения выводов (особенно из литцев-драта) зависит добротность катушки. Зачистка выводов мелкозернистой наждачной бумагой требует навыка и осторожности, так как тонкий провод легко оборвать или на нем не будет снята полностью эмаль. Облуживание выводов перед пайкой повышает качество и надежность соединения. Радиолюбители используют при пайке выводов разнообразные приемы. Вот некоторые из них. Конец тонкого обмоточного провода жалом горячего паяльника прижимают к отрезку поливинилхлоридной оболочки кабеля и два — три раза протаскивают провод под жалом. Затем проводят жалом по концу провода. Обуглившиеся остатки поливинилхлорида осыпаются вместе с разрушающейся эмалью. После этого провод облуживают обычным способом.
Хорошие результаты при снятии эмали с провода можно получить, используя аспирино-канифольную пасту.Две весовых части растолченного аптечного аспирина (в таблетках) надо смешать с одной весовой частью растолченной канифоли, перемешать и добавить этиловый спирт до получения пастообразной смеси. Конец провода, с которого надо снять эмаль и облу-дить, погружают в пасту, а затем с небольшим усилием проводят по нему жалом горячего паяльника. После этого провод еще раз облуживают обычным способом на куске канифоли.
ОСНОВНЫЕ ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
При выполнении монтажных, намоточных, слесарных и столярных работ радиолюбителю конструктору приходится иметь дело и с высоким напряжением, и с раскаленными предметами, и с острыми и быстро вращающимися инструментами или звеньями механизмов, и с агрессивными химическими веществами.
Для предохранения от поражения высоким напряжением запрещается выполнять электромонтажные работы в работающей радиоаппаратуре (особенно ламповой и с высоковольтными транзисторами и тиристорами). Снятие статического заряда (особенно опасного для полевых транзисторов и многих микросхем) обеспечивается применением заземляющего браслета. Можно использовать обычный металлический часовой браслет, соединенный с проводом заземления через резистор сопротивлением 1 МОм.
Необходима аккуратность и осторожность при работе с горячим паяльником, слесарными и столярными инструментами, клеями, лаками, кислотами и щелочами.
При работе с электрическим паяльником надо соблюдать следующие правила.
1. Периодически проверять омметром отсутствие замыкания между корпусом паяльника и нагревательным элементом. Такое замыкание может стать причиной поражения током и порчи припаиваемых элементов Поэтому рекомендуется работать с паяльником, жало которого заземлено
2. Использовать устойчивую подставку для паяльника, что предохранит ®го от падения, работающего от ожогов, рабочее место от прожогов.
3. Ни в коем случае не выполнять пайку в работающем (особенно высоковольтном) устройстве, так как случайное замыкание может вывести устройство из строя и быть причиной травмы.
При работе со слесарными инструментами надо быть внимательным и аккуратным, чтобы не пораниться резаком, напильником, лобзиком, сверлом или обрабатываемой деталью. Для этого необходимо:
1. Надежно зажимать сверло в патроне дрели специальным ключом.
2. Просверливаемую деталь надежно закреплять, иначе она в конце сверления может начать вращаться вместе со сверлом, либо (при работе вдвоем) помощнику прочно удерживать деталь Особенно осторожным и внимательным нужно быть при сверлении тонколистовых материалов.
3. Вырубание фасонных отверстий надо выполнять обязательно на массивной металлической подставке.
4. При работе с резаками обязательно подкладывать под разрезаемый лист фанерную прокладку, чтобы не повредить стол
При работе с химическими веществами следует строго соблюдать все рекомендации по растворению, смешиванию, последовательности выполнения операций и температурному режиму. Работать необходимо в халате, а в отдельных случаях — в перчатках и защитных очках. Прежде всего необходимо оберегать глаза, губы и слизистые оболочки носа и горла, которые наиболее чувствительны к воздействию химических веществ На рабочем месте в аптечке надо иметь чистую вату и марлю (можно бинт), 5%-ный раствор соды, вазелин, 2%-ный раствор уксусной, лимонной или борной кислоты, настойку йода и лейкопластырь (желательно бактерицидный).
На участке тела, обожженном паяльником или брызгами припоя, надо сделать содовую примочку, а потом пораженное место смазать вазелином. Места ожогов кислотами обильно обмыть водой и смочить содовым раствором. Место ожога щелочами нужно обильно обмыть раствором уксусной (лимонной или борной) кислоты. При порезах и царапинах ранку залить раствором йода и заклеить лейкопластырем.
Если вы подверглись кратковременному удару током, необходимо прекратить работу до восстановления нормального состояния (прекращения головокружения, исчезновения зрительных и слуховых галлюцинаций и т. п.). При сильном поражении током пострадавший, кап правило, не в состоянии оторваться от токоведущего провода. В этом случае надо возможно быстрее, строго соблюдая при этом правила личной безопасности, выключить ток, сделать пострадавшему искусственное дыхание, расстегнуть одежду, поднести к носу кусочек ваты, смоченной нашатырным спиртом, или спрыснуть лицо холодной водой и немедленно вызвать врача.
с радиолюбительскими конструкциями показывает, что
Знакомство с радиолюбительскими конструкциями показывает, что в них, как правило, схемотехнические вопросы решены и реализованы лучше, чем технологические. Причина этого кроется в том, что в описаниях радиолюбительских конструкций, помещаемых в журналах, брошюрах и справочниках, основное внимание уделяется рассмотрению принципа работы устройства, его особенностей, рекомендациям по регулировке и налаживанию. Описание же конструкции обычно очень краткое. В лучшем случае авторы кроме размеров и чертежей печатных плат приводят только схемы компоновки. От этого в первую очередь страдает начинающий радиолюбитель, у которого еще мало опыта в рациональной компановке частей изготавливаемого устройства, не хватает знаний правильного применения материалов и их обработки, нет навыков выполнения электромонтажных, сборочных и отделочных работ.
Попытки получить эти сведения в журналах и справочниках связаны с трудоемким просмотром очень большого по объему материала, ибо в них относительно немного доступных начинающему радиолюбителю технологических советов. Брошюры по оборудованию домашней радиолюбительской мастерской выпускаются очень редко. Начиная с 1934 г., когда А. Ф. Шевцовым была написана первая такая брошюра, невозможно насчитать и десятка таких изданий. Все они (включая и брошюры, выпущенные в 1975 — 1977 гг.) стали библиографической редкостью.
Настоящая книга является попыткой удовлетворить в той или иной мере спрос радиолюбителей на литературу по оборудованию домашней мастерской. Материал в книге размещен в такой последовательности: организация рабочего места радиолюбителя-конструктора, рекомендации по рациональному выполнению электромонтажных, слесарных и столярных работ, по сборочным и отделочным работам. Особо выделены требования по технике безопасности, по работе с интегральными микросхемами и малогабаритными радиодеталями, но правильному выполнению компоновочных работ, по изготовлению малогабаритных паяльников, механизмов настройки и переключателей, самодельных радиаторов, антенн. В конце книги приведены технологические советы, опубликованные в журнале «Радио» за последние несколько лет.
Все замечания по книге и пожелания просим направлять по адресу: Москва 101000, Главпочтамт, а/я 693, издательство «Радио и связь», Массовая радиобиблиотека.
Автор
ПРИЕМЫ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ И ДРЕВЕСИНЫ
Для обрезки листового металла применяют ножницы, зубило и ножовку. Ручные ножницы позволяют резать сталь толщиной до 1,5 мм и мягкий дюралюминий до 2 — 2,5 мм. Более толстые листы необходимо разрезать крупными ножницами на подставке. При разрезании толстого материала и значительной длине разреза одну из ручек ножниц можно зажать в тиски. Если нужно вырезать в листе отверстие большого диаметра, необходимо сначала вырубить или высверлить небольшое отверстие, через которое можно ввести в материал режущие части ножниц. Затем по спирали обходят контур отверстия, приближаясь к его точной форме. Плоскость лезвий ножниц должна быть перпендикулярна плоскости листа, иначе получается косой разрез и происходит затягивание материала в промежуток между лезвиями.
Начиная резать лист от края, следует совместить верхнее лезвие с разметочной линией и раскрывать лезвия не более, чем наполовину. Резать нужно короткими участками (особенно на закруглениях). При вырезании детали круглой формы сначала надо вырезать квадрат, срезать у него углы и после этого обрезать по окружности. Отрезаемую часть материала отгибают вниз.
Ножницы нужно периодически регулировать. Затяжка винта-оси должна быть такой, чтобы ход лезвий был не очень тугим, но и не было бы бокового качания лезвий, иначе лезвия будут не резать, а мять и рвать материал. Не следует резать ножницами стальную проволоку, так как на лезвиях образуются вмятины, которые впоследствии затрудняют работу и портят кромку отрезаемого материала.
Лезвия ножниц необходимо регулярно затачивать, сохраняя угол их заточки. При аккуратной работе ножницы служат очень долго, а кромки деталей после разрезания, как правило, не требуют дополнительной обработки.
Зубило в практике используют редко, так как оно предназначено для работы с толстым материалом. Зубилом можно разрубить пруток, угольник, а используя узкое зубило, так называемый крейцмейсель, можно вырубать круглые и профильные отверстия.
Работать зубилом можно только с листом, зажатым в тиски. Работа с незакрепленным листом затруднена, а вероятность травмы повышена.
Слесарная ножовка необходима для разрезания профильного материала, труб и прутков. Полотно в ножовке должно быть хорошо натянуто гайкой-барашком. Работать со слабо натянутым полотном не только неудобно, но и опасно, так как оно может легко сломаться и поранить руку. Полотна выпускаются с различным шагом зубьев. Для разрезания деталей из сплавов меди и алюминия лучше использовать полотна с шагом зубьев 0,75 — 1 мм, а для работы со сталью, чугуном и при распиловке толстых деталей — с шагом 1,25 — 1,5 мм. При работе ножовку держат двумя руками: правой за ручку так, чтобы большой палец лежал вдоль нее, а левой за дальний край станка. Малогабаритную ножовку и шлицовку держат одной рукой. При рабочем ходе (вперед) на ножовку следует слегка нажимать вниз, а при обратном ходе нажим ослабляют до минимума.
Тонкие листы пластмассы во избежание сколов перед распиловкой рекомендуется зажать между брусками из твердой древесины. При разрезании тонкостенных труб внутрь следует загнать деревянные вкладыши. Если трубку необходимо разрезать под острым углом, то ее следует заложить в отверстие в деревянном бруске и пилить вместе с ним.
При сверлении отверстий ручной дрелью в ее патроне надежно зажимают сверло, иначе оно может провернуться и его хвостовик и кулачки патрона будут испорчены. Более удобна в работе дрель, позволяющая зажимать в патроне сверла диаметром до 8 — 9 мм и обеспечивающая две передачи в механизме вращения шпинделя.
При сверлении необходимо следить за тем, чтобы ось сверла находилась в вертикальном положении, так как отклонение его от вертикали приведет не только к увеличению размера отверстия и искажению его формы, но и к вероятной поломке сверла. Особенно внимательным нужно быть при работе с электрической дрелью. Наиболее опасно сверление листовых и трубчатых конструкций. Если нет возможности воспользоваться центробором, то отверстие в листе лучше высверлить по периметру сверлом 2,5 — 4 мм, а затем перепилить перегородки между отверстиями узким надфилем или лобзиком и удалить вырезанный участок, после чего опилить края полукруглым напильником.
Напильник — весьма распространенный инструмент, но, к сожалению, мно гие радиолюбители не только неправильно держат в руках напильник при работе, но и часто нарушают элементарные правила техники безопасности. Для того, чтобы правильно работать напильником, нужен определенный навык, время на приобретение которого можно существенно сократить, если с самого начала выполнять изложенные ниже рекомендации.
Напильники продают без ручек, поэтому прежде всего необходимо их сделать. Можно воспользоваться и готовыми деревянными ручками, если на каждую из них со стороны отверстия под хвостовик напильника надеть прочное металлическое кольцо (отрезок стальной, латунной или дюралюминиевой трубы). Можно приобрести сменную пластмассовую ручку с цанговым зажимом, ее надевают на тот напильник, которым предполагают работать. Лучше иметь все напильники с постоянными, подогнанными по размерам ручками.
Второе обязательное условие — прочное закрепление обрабатываемой детали: металлические детали — в тисках, крупные детали и узлы — струбцинами к j верстаку. Устанавливая металлическую деталь в тиски, надо следить за тем, чтобы линия обработки выступала из губок на минимальное расстояние. Если нужно зажать в тиски фасонную пустотелую деталь, внутрь нее надо поместить оправку в виде отрезка прутка круглого, квадратного или другого профиля, а на губки тисков установить медные, свинцовые или алюминиевые накладки.
Работать напильником удобнее стоя. Держать его следует двумя руками. Ручка напильника должна быть плотно охвачена ладонью правой руки, большой палец которой лежит сверху вдоль ручки, а локоть на уровне опиливаемой детали. Левой рукой дальний конец инструмента прижимают к обрабатываемой детали. Нажимать на напильник нужно при его движении вперед, так как только тогда зубья насечки срезают материал. Напильник должен постоянно соприкасаться с поверхностью обрабатываемой детали.
В ряде случаев необходимо получить плоскую металлическую деталь с ровной поверхностью.
Это особенно трудно, если (материал упругий или де таль вырезана ножницами. Такие изделия приходится выравнивать (править) после отрезания от листа. Детали из сравнительно мягкого материала правят молотком на массивной стальной пластине толщиной 10 — 15 мм (в крайнем случае, можно использовать подошву старого стального или чугунного утюга). При этом молоткам ударяют не по детали, а по толстой текстолитовой или гетинажсовой прокладке или бруску из твердой древесины. Детали из твердого и пружинящего материала правят через стальную пластину с мелкими зубчиками. В радиолюбительских условиях небольшие детали можно выпрямлять с помощью старого рашпиля.
Точно так же следует пользоваться брусками и при изготовлении различных гнутых деталей. Изгиб с малым радиусом можно выполнить на деталях только из мягкого металла. Более жесткие металлы приходится гнуть на круглой оправке (можно воспользоваться старыми сверлами или прутками). Детали из твердых алюминиевых сплавов в условиях домашней мастерской согнуть трудно даже на оправке — они ломаются по линии сгиба. При изготовлении гнутых деталей сложного профиля необходим набор оправок различной формы. Поэтому, проектируя ту или иную гнутую деталь, следует помнить о возможности выполнения ее в реальных условиях домашней мастерской.
Если объем работы с деталями из древесины невелик, можно ограничиться слесарными тисками и струбцинами для металла, при этом надо только помнить о малой твердости дерева, из-за чего на его поверхности от губок тисков могут остаться вмятины. Поэтому деревянные детали следует зажимать через прокладки из картона или обрезков фанеры. Конечно же лучше всего пользоваться небольшим верстаком, специально приспособленным для обработки древесины.
Основной вид работы с деревянными деталями в радиолюбительской практике — это изготовление реек, досок и деталей из фанеры. Необходимая для такой работы ножовка должна быть хорошо наточена, а ее зубья правильно разведены.
Для этого перед заточкой их поочередно немножко отгибают в разные стороны — разводят, а затем затачивают трехгранным напильником со средней или мелкой насечкой с двух сторон под углом 60° к плоскости полотна. Если зубья ножовки плохо разведены, то она будет застревать в доске. Тупая ножовка — причина излишнего утомления ори работе.
При .распиловке ножовку надо держать так, чтобы край полотна, оснащенный зубьями, был наклонен к распиливаемой поверхности под углом 40 — 60°, а само полотно было строго перпендикулярно поверхности детали. Если при правильном положении ножовки разрез получается косой, причину следует искать прежде всего в неодинаковой заточке зубьев. Этот недостаток очень трудно скорректировать наклоном полотна при распиловке. Если приходится пилить вдоль длинную доску, надо в начало пропила вставить клин, который предотвратит заедание полотна ножовки.
При использовании полуфабрикатов в виде обрезков досок и фанеры радиолюбителю достаточно иметь один рубанок. Им можно будет подравнивать грани реек и торцы фанерных панелей. При строгании рейки надо обращать внимание на расположение волокон древесины (рис. 34). Если строгать «навстречу» волокнам, древесина будет задираться, работа станет утомительной, а хорошего качества поверхности достичь не удастся. При строгании торцов досок рубанок следует держать под углом к направлению его движения, как показано на рис. 34,е.

Рис. 34. Обработка поверхности доски рубанком:
а — правильное положение доски; б — распределение усилий на рубанок в начале движения (залитые стрелки) и в конце (светлые стрелки); в — строгание торца доски
Для соединения между собой деревянных деталей известно множество способов (рис. 35). Соединение впритык (1) самое простое, но недостаточно жесткое. Его следует выполнять шурупами, а не гвоздями. Соединение «в ус» (2) позволяет скрыть крепежные элементы, но оно более сложное и трудоемкое, чем предыдущее. Сплачивать доски или рейки можно гвоздями, но шурупы и здесь дадут более прочное соединение (5).
Более плотное соединение можно получить, используя доски с фасонным профилем боковых граней. Различают сплачивание «в шпунт» (4) и «в четверть» (5). Наиболее прочное соединение реек получается, когда одна из них врезана в другую. Такие соединения сложны, но при точном выполнении дают очень хорошие результаты. К ним относят соединение под углом «вполдерева» (6), соединение накладкой «вполдерева» (7), соединения под углом сквозным шипом (8), примыкание под углам сквозным шипом (9), потайным шипом (10), накладка «вполдерева» лапой (11), потайным шипом (12) и ящичные соединения «ласточкин хвост» (13). Ящичные соединения требуют большой точности в изготовлении, поэтому их целесообразно использовать только при выполнении особо прочных футляров и ящиков (например, для громкоговорителей).

Рис. 35. Виды соединения деревянных деталей
Применение в радиолюбительской практике древесностружечных плит вынуждает из-за их хрупкости усложнить соединение, которое, например, можно выполнить так, как показано на рис. 35 (14). Головки шурупов, ввернутых в торец одной панели, вводят в отверстия в другой панели, заполненные эпоксидной смолой.
Фанеру к рейкам и листы фанеры один к другому (при толщине 5 — 8 мм) . можно прикреплять небольшими шурупами. При этом следует обязательно сверлить как отверстие под резьбу шурупа в одной детали, так и отверстие для гладкой части шурупа в другой, а перед завинчиванием шурупа стенки отверстия обильно смазать клеем БФ-2.
Жало паяльника с внутренней стальной втулкой
Некоторые радиолюбители при монтаже печатных плат пользуются паяльником, у которого рабочая часть жала заточена на конус с внутренним отверстием. Для повышения срока службы такого жала целесообразно в торец туго ввернуть отрезок стального винта М2,5 или М2,6, срезать его головку а просверлить в нем осевое отверстие диаметром 1,2 — 1,3 мм (рис. 13).
Широкое применение в практике радиомонтажа нашли медицинские пинцеты. Чаще всего достаточно иметь два пинцета — малогабаритный, используемый при лайке миниатюрных элементов и проводов малого сечения, и большой для крупногабаритных деталей и узлов. Наиболее удобны пинцеты с плоскими губками, которые не разрушают наружную изоляцию проводов и играют роль теплоотвода при шайке.
При пайке часто бывают заняты обе руки: в одной — паяльник, в другой — пинцет или деталь. В этих случаях большую помощь может оказать «третья рука» — самодельное приспособление с зажимом «крокодил». Его основой могут служить старый химический штатив, шарнирный зажим от фотоаппарата или самодельная конструкция. Варианты «третьей руки» показаны на рис. 14.

Рис. 14. Варианты «третьей руки»
В процессе пайки малогабаритных элементов ((полупроводниковых диодов, транзисторов, интегральных микросхем и др.) возможен их перегрев, из-за чего параметры элемента могут ухудшиться, а. иногда элементы вообще выходят из строя. Для предотвращения перегрева при пайке используют теплоотводы. Ими могут быть миниатюрные плоскогубцы, зажим «крокодил» с напаянными массивными накладками из меди или латуни, специальные пинцеты.
При некоторых работах очень удобны различной формы насадки для паяльника, облегчающие выполнение некоторых видов монтажа и демонтажа (например, для одновременной напайки или распайки выводов микросхем, для пайки очень тонких выводов и т. д.).

Рис. 15. Дополнительные приспособления для пайки:
а — съемный теплоотвод с медными накладками 1; б — насадка для пайки тонких проводников из медной проволоки без изоляции; в — лампа (2) подсветки места пайки в непрозрачной трубке (3); г — зеркало с длинной ручкой
Для освещения труднодоступных мест пайки удобны миниатюрное зеркало на длинной ручке и отрезок изоляционной трубки с вмонтированной в него малогабаритной лампой. Некоторые из таких приспособлений показаны ва рис. 15.
В процессе монтажа часто применяют малогабаритные боковые кусачки — бокорезы. При работе с толстыми проводами необходимо пользоваться кусачками в виде клещей. Для формирования выводов деталей перед их установкой на плату, для формирования концов проводников под винт используют миниатюрные плоскогубцы или круглогубцы. Иногда применяют так называемые овалогубцы, которым присущи свойства и плоскогубцев, и круглогубцев одновременно. Внешний вид описанных инструментов показан на рис. 16. Рекомендуемая длина инструментов 100 — 120 мм.
Полезным приспособлением является обжигалка, представляющая собой два витка (диаметром 5 — 6 мм) толстого провода с высоким сопротивлением. Спираль закреплена на теплостойкой изоляционной ручке. При включении на напряжение 2 — 6 В (не более) спираль должна нагреваться до температуры плавления наружной пластмассовой изоляции монтажных проводов и синтетической внутренней обмотки. Такое приспособление позволяет очень аккуратно и быстро зачищать концы монтажного провода. Часто бывают необходимы в работе медицинский скальпель, лезвие от безопасной бритвы, спиртовка, мелкозернистая наждачная бумага.

Рис. 16. Дополнительные электромонтажные инструменты: круглогубцы, кусачки, плоскогубцы и пинцеты
САМОДЕЛЬНЫЕ РАДИАТОРЫ
Для длительной надежной работы мощных полупроводниковых приборов необходимо применять теплоотводы (радиаторы). Самый простой радиатор выполняют в виде плоской прямоугольной или круглой пластины из металла с . хорошей теплопроводностью (рис. 46,а). Такие радиаторы занимают слишком много места, поэтому чаще применяют более эффективные объемные конструкции.
Радиатор-звездочку (рис. 46,6) изготавливают следующим образом. Из листовой меди толщиной 1,5 — 2,5 мм вырезают круг радиусом 60 мм, в центре него размечают место для крепления транзистора и для отверстий под выводы. Затем круг надрезают по радиусу на 12 секторов, которые после крепления транзистора отгибают так, чтобы торцевые плоскости лепестков были под углом 60 — 80° к плоскости крепления транзистора. Поверхность, на которую устанавливают транзистор, должна быть как можно более ровной и очищенной от окислов.
Для обеспечения хорошей передачи тепла от транзистора к радиатору необходимо, чтобы корпус транзистора по всей площади теплового контакта плотно прилегал к радиатору. Наилучшие результаты получаются при хорошей подгонке контактных поверхностей и смазывании их каким-либо невысыхающим маслом, имеющим высокую теплопроводность. Это позволяет снизить тепловое сопротивление контакта транзистор — радиатор в 1,5 — 2 раза. Для транзистора П214 радиатор — звездочка позволяет рассеивать 10 — 15 Вт. Чтобы получить такие же результаты от радиатора в виде сплошного диска (рис. 46,а), необходимо было бы его радиус увеличить до 10 см.
Более эффективно работают радиаторы (заводского изготовления) ребристой или штыревой конструкции (рис. 46,в и г), у которых увеличено отношение теплоотдающей поверхности к общему объему радиатора. Самостоятельно такие радиаторы можно изготовить методом пайки из меди или латуни. В качестве штырей можно использовать отрезки медного провода диаметром 2 — 3 мм, которые тщательно впаивают в пластину толщиной 3 — 5 мм. Рекомендуемый шаг установки штырей 5 — 8 мм.


Рис. 46. Радиаторы для мощных полупроводниковых приборов
Рис. 47. График приближенного определения пластинчатого радиатора в зависимости от мощности рассеяния
Для оценки необходимой площади пластинчатого радиатора можно воспользоваться графиком на рис. 47, по которому, зная мощность Р рассеяния транзистора и допустимый перегрев его корпуса по отношению к температуре окружающего воздуха At, можно определить необходимую эффективную площадь 5 поверхности радиатора. Так как S представляет собой сумму площадей лицевой и оборотной стороны радиатора, то для определения размеров сторон (прямоугольной) или радиуса (круглой) пластины в расчет надо подставлять 0,5S. Пластинчатые радиаторы необходимо устанавливать вертикально — только в этом положении их эффективность максимальна.
Заводские радиаторы, которые можно приобрести в магазине, чаще всего делают литыми из алюминиевых сплавов (реже фрезерованными). По эффективности они несколько хуже медных или латунных, зато втрое легче, что и явилось причиной их широкого распространения.
СБОРКА УЗЛОВ КОНСТРУКЦИЙ, ОБРАБОТКА ПОВЕРХНОСТИ ДЕТАЛЕЙ
Для соединения деталей в узел чаще всего используют винты, шайбы и гайки. Винты различают по форме их головки (рис. 48): цилиндрической, полукруглой, чечевицеобразной (полупотайной) и потайной. Цилиндрические винты обеспечивают наиболее прочное соединение, но имеют острые кромки и малопригодны для лицевой панели прибора. Полукруглые головки более красивы и не менее прочны. При использовании винтов обоих типов диаметр отверстия может быть больше диаметра винта, что упрощает сборочные работы (средняя по точности сборка). Винты с полупотайной головкой (особенно хромированные) красивы, но, как и винты с потайной головкой, требуют очень точного выполнения отверстий или установки винтов по месту. Прочность их ниже, чем у винтов с полукруглой или цилиндрической головкой. В соединениях радиоаппаратуры применяют полукруглые винты с низкой головкой большого диаметра — так называемые облицовочные.
Они внешне подобны полупотайным, но гораздо удобнее их для оборки.

Рис. 48. Виды головок винтов
Шайбы бывают трех видов: нормальные (их наружный диаметр больше диаметра головки винта), подкладные (их наружный диаметр равен диаметру головки винта) и специальные для предотвращения самоотвинчивания винта {шайбы Гровера и звездчатые). Чаще всего радиолюбители используют нормальные шайбы, позволяющие облегчить сборку я закрыть увеличенное отверстие в детали. Нормальные и подкладные шайбы используют для того, чтобы не портить поверхность привинчиваемой детали. Шайбы Лровера и шайбы-звездочки используют тогда, когда изделие работает в условиях значительного перепада температуры, а также механических ударов и вибраций. Конструкция этих шайб препятствует самоотвинчиванию винта.
Гайки изготовляют шта1мповкой и точением. В радиоаппаратуре для упрощения сборки вместо гаек часто применяют нарезание ip-езьбы в металлических элементах конструкции. В последнее время все чаще используют для пластмассовых деталей и деталей из мягких металлов самонарезающие винты, которые при завинчивания сами нарезают для себя резьбу. Их недостаток состоит в том, что они не допускают многократных отвинчиваний и завинчива-«ий, так как резьба легко разрушается.
Штампованные гайки дешевле, но менее надежны. Гайки точеные выпускают нормальной толщины, равной диаметру винта, и тонкие, толщиной до 1/3 диаметра винта. Удобнее в (радиолюбительской практике пользоваться нарезкой резьбы в элементах конструкции, что можно делать даже и в тонких материалах после некоторой вытяжжи материала в отверстие. Конструкции шайб и гаек изображены на рис. 49. В табл. 11 указаны некоторые характеристики резьбовых соединений.

Рис. 49. Виды шайб и гаек (шайба нормальная, шайба Гровера, звездчатая шайба, гайки точеные низкая и высокая, тайка штампованная); формирование резьбы в тонком материале (сверление, вытяжка материала в отверстие и нарезание резьбы)

Рис. 50. Крепление деталей отгибкой (а), поворотом (б) и расчеканкой (в) лепестков
Клепкой в радиолюбительской практике чаще всего соединяют детали из алюминиевых сплавов. При этом следует пользоваться алюминиевыми заклепками. Ни в коем случае нельзя для соединения деталей из алюминиевых сплавов, особенно если возможно воздействие влаги, использовать медные заклепки — такое соединение очень быстро разрушается я теряет прочность. Проще всего выполнять клепаное соединение при использовании заклепок с полукруглой головкой, но, чтобы сохранить форму головки, такие заклепки требуют специальной оправки с полусферическим углублением. Для заклепок с потайной головкой необходимо выполнять зенковку отверстия я формовать замыкающую головку. При разборке клепаного соединения заклепку надо просверлить на высоту головки или насквозь с тем, чтобы разрушить закладную или замыкающую, головку и разобрать соединение.
В радиоаппаратуре часто используют соединения металлических деталей с помощью отгибки, поворота и зачеканки лепестков. Примеры таких соединений показаны на рис. 50.
Для получения защитного покрытия хорошего качества на поверхности стальных деталей их необходимо обезжиривать, пассивировать и декапировать. Для обезжиривания можно использовать следующие растворы: сода кальцинированная (или поташ) 100 — 150 г/л и жидкое стекло (силикатный конторский клей) 2 — 3 г/л; сода кальцинированная 20 г/л и хромик 1 г/л. Количество раствора определяется габаритами детали.
Для пассивирования (после которого поверхность металла делается пассивной в электрохимическом отношении) деталь помещают в один из следующих растворов: 5%-ный раствор хромовой кислоты (обработка при температуре раствора 70° С); насыщенный раствор хромпика, 60° С; мыльный раствор, 100° С.
Для декапирования (химического удаления пленки окиси с поверхности детали) используют 5%-ный раствор серной или соляной кислоты. После обработки детали ее необходимо тщательно промыть в проточной воде.
Одно из простейших защитных покрытий стальных деталей — воронение (образование на поверхности детали пленки окисла).
Последовательность выполнения покрытия такова. Деталь шлифуют (если надо, полируют), тщательно обезжиривают и после нагрева до температуры 220 — 325 С° (например, в духовном шкафу с термометром) протирают ветошью, смоченной конопляным маслом. Можно использовать и другие растительные масла, но они дают менее приятный цвет покрытия.
Для получения прочного и красивого лакокрасочного покрытия на поверхности стальных деталей их необходимо тщательно очистить от ржавчины. Для этого деталь помещают в керосин на несколько часов, а затем протирают тканью, обильно смоченной рыбьим жиром, который через 1,5 — 2 ч снимают вместе с ржавчиной. Для быстрого удаления ржавчины рекомендуется в течение нескольких минут промыть деталь в растворе хлорного олова, а затем в теплой воде. Небольшие следы ржавчины удаляют кашицей из толченого древесного угля, замешанного на машинном масле.
После очистки и обезжиривания поверхность детали грунтуют (слой грунта должен иметь толщину не более 0,2 мм, иначе уменьшится прочность лакокрасочного покрытия), а затем окрашивают двумя или более слоями мягкой кистью (движение при нанесении сдоев должны быть в перпендикулярных направлениях) или пульверизатором. Последний способ более удобен радиолюбителю, так как промышленность выпускает много грунтов, лаков и красок в аэрозольной упаковке. Работать с краской в. аэрозольной упаковке следует на открытом воздухе, соблюдая указанные выше меры предосторожности.
Детали из меди и ее сплавов очищают мелкозернистой наждачной бумагой либо кашицей из мелкой поваренной соли с уксусом. Для обезжиривания можно использовать растворы: известь гашеная 35 г/л, едкий галий 10 г/л и жидкое стекло 3 г/л; едкий натр (калий) 75 г/л и жидкое стекло 20 г/л. Деталь помещают в один из этих растворов на 1 ч. Температура должна быть 90° С. Декапируют детали из меди и ее сплавов погружением на 1 мин в 5%-ный раствор серной кислоты.
Для никелирования зачищенную (а еще лучше — отполированную) и обезжиренную деталь помещают в смесь из 10%-ного раствора хлористого цинка и сернокислого никеля, которого должно быть столько, чтобы раствор имел зеленый цвет.
Раствор нагревают до кипения и погружают в него деталь на 1 — 2 ч. Затем деталь переносят во взвесь мела в воде (10 — 15 г мела на стакан) и слегка протирают ветошью, затем промывают в теплой воде и вытирают насухо.
Для серебрения можно воспользоваться отработанным фотофиксажом, в 300 мл которого добавляют 1 — 2 мл нашатырного спирта и 2 — 3 капли формалина. Хранить раствор и работать с ним необходимо только в темноте. Зачищенную, промытую и обезжиренную деталь помещают в раствор на 0,5 — 1,5 ч, после чего промывают в теплой воде, высушивают и протирают мягкой ветошью. Для приготовления описанных выше растворов используют дистиллированную воду либо воду, полученную при оттаивании холодильника.
Детали из алюминия и его сплавов в любительских условиях чаще всего обезжиривают, оксидируют, осветляют и травят. Для обезжиривания пользуются следующими составами: тринатрийфосфат 50 г/л, едкий натр 10 г/л, жидкое стекло 30 г/л; едкий натр 50 г/л. Время обезжиривания первым раствором 2 мин при температуре раствора 50 — 60° С, вторым 3 — 5 мин при 50° С.
Для оксидирования используют следующий состав: углекислый натрий 50 г/л, хромовокислый натрий 15 г/л, едкий натр 2,5 г/л, температура раствора 80 — 100° С, время выдержки в растворе 10 — 20 мин. Обработанную деталь промывают в воде и помещают в кипяток на 15 — 20 мин, вынимают и сушат. Желательно деталь в заключение покрыть бесцветным лаком.
Осветляют алюминиевые детали в растворе буры (50 г/л) с добавлением нашатырного спирта (5 мл/л), которым протирают поверхность детали, а после высыхания деталь протирают ветошью. Детали из силумина (сплава алюминия с кремнием) зачищают, обезжиривают и помещают на 10 — 20 мин в раствор хромового ангидрида (100 г/л) и серной кислоты с удельным весом 1,84 (10 г/л), после чего деталь промывают и сушат.
Весьма надежное и красивое покрытие металлических деталей можно получить, используя бесцветный или подкрашенный клей БФ-2. Клей наносят на поверхность деталей тонким слоем.
Очень часто в радиолюбительской практике приходится обрабатывать органическое стекло. Наиболее прочное окрашивающее покрытие органического стекла получают при использовании красителей, частично растворяющих поверхность детали. В эмалированную или стеклянную посуду наливают цапонлак нужного цвета и погружают в него деталь. Время, необходимое для окраски, может колебаться от 1 с до 15 мин в зависимости от требуемой насыщенности цвета. Чем дольше деталь будет находиться в лаке, тем насыщенней получится окраска. Чтобы получить очень плотное покрытие, деталь погружают в краситель несколько раз, с промежуточной сушкой. Наоборот, если нужно легкое окрашивание, цапон-лак растворяют в любом органическом растворителе.
Детали из органического стекла можно окрашивать анилиновыми красками для фотобумаги. Краску растворяют в укусной кислоте в требуемом соотношении. Раствор пропускают через слой фильтровальной бумаги и смешивают его в соотношении 1 : 1 по объему со следующим составом: толуол — 70% и дихлорэтан — 30%. Полученную смесь фильтруют и растворяют в ней стружку органического стекла в таком количестве, чтобы полученный краситель можно было распылять пульверизатором. На окрашиваемую поверхность краситель наносят в несколько слоев через 10 — 15 мин.
Приготовить краситель можно также следующим образом. Смешивают бензол (60%), дихлорэтан (30%) и уксусную кислоту (10%). В этой смеси растворяют краску. Раствор фильтруют и затем прибавляют в него стружку органического стекла. Окрашивают деталь так же, как и в первом случае, пульверизатором.
Хранить эти красители нужно в хорошо закупоренной посуде (лучше всего с притертой пробкой). Готовить их следует в помещении с хорошей вентиляцией. Как во время приготовления, так и при окрашивании надо остерегаться попадания красителя на руки, лицо, так как пятна очень трудно смыть и, кроме того, он разъедающе действует на кожу.
Чернила для надписей на органическом стекле, винипласте, полистироле, поливинилхлориде и некоторых других пластинках можно сделать из пасты для авторучек, растворенной в дихлорэтане.
Писать можно пером или рейсфедером в хорошо проветриваемом помещении. Надписи стойки к воде.
Не всегда удается достать дихлорэтан для склеивания органического стекла. Заменителем дихлорэтана с успехом может служить клей для кожи, который имеется в продаже в магазинах хозяйственных товаров. Процесс склеивания очень прост: поверхность густо смазывают клеем, соединяют и просушивают под прессом при температуре 30 — 50° С в течение 2 — 3 ч.
Органическое стекло при нагревании легко изгибается, что позволяет применять его для разнообразных конструкций. В качестве примера на рис. 51 показано, как изготовить обойму для элементов 332. Из пластины размерами 86X60 мм вырезают заготовку. Предварительно в пластине нужно просверлить восемь отверстий диаметром 3 мм. Лепестки А и Б заготовки прогрева-вают умеренно горячим утюгом до тех пор, пока органическое стекло не станет мягким, и изгибают вокруг элемента 332, как по шаблону. Затем прогревают остальные лепестки и изгибают их под прямым углом. Контакты для соединения элементов делают из тонкой латунной фольги, загибают на углах и вплавляют в обойму. В готовую обойму средний элемент должен входить с некоторым усилием. Если он входит слишком свободно, следует еще раз прогреть соответствующие лепестки и несколько сблизить их.
Чтобы согнуть под углом относительно большой лист термопластичного материала (органического стекла, полистирола, винипласта), надо на линию сгиба с обеих еторон наложить и прижать две полоски тонкой алюминиевой фольги шириной 1 — 2 см и подключить их к ЛАТРу. Подобрав необходимое напряжение, прогревают место сгиба, снимают фольгу, изгибают лист и удер-живают его в необходимом положении до полного остывания.

Рис. 51. Развертка (я) и внешний вид (б) обоймы для трех элементов 332 (размеры для справок)
Наиболее доступными видами отделки поверхности деревянных деталей в домашних условиях является воскование, лакирование, окрашивание и оклеивание декоративной пленкой.
Для каждого из этих видов поверхность детали надо тщательно обработать. Основной способ обработки — зачистка наждачной бумагой. Перед последней зачисткой поверхность надо слегка смочнть и потом зачистить сначала поперек волокон древесины, а затем с небольшим на-жимом вдоль волокон. На подготовленную таким образом и хорошо прогретую поверхность можно нанести и втереть тканью тонкий слой светлого воска, который дает приятное матовое покрытие. Оно особенно красиво на поверхности дубовых деталей.
Для лакирования проще всего использовать прозрачные нитролаки, разбавленные до консистенции, при которой их можно распылять пульверизатором. Наносить следует три — шесть слоев лака. Поверхность перед лакированием необходимо хорошо просушить. Окраска поверхности деревянных деталей аналогична окраске металллических.
Часто поверхность детали из древесины тонируют морилками (красителями под тот или иной вид древесины). Вместо морилки «под красное дерево» можно использовать смесь красной и черной туши, подобрав их пропорцию опытным путем. Вместо морилки «под орех» можно использовать аптечный 2%-ный спиртовой раствор йода. Морилку наносят на поверхность древесины вдоль волокон тампоном из ткани, внутрь которого кладут комок ваты. Если однократного покрытия недостаточно, то его повторяют еще раз.
ОГЛАВЛЕНИЕ
Предисловие
Рабочее место радиолюбителя-конструктора
Варианты рабочих мест
Основные требования техники безопасности
Монтажные работы
Материалы для монтажных работ
Инструменты и приспособления для выполнения электромонтажных работ
Намоточные работы
Монтаж деталей на плату и их демонтаж
Слесарные и столярные работы
Материалы для слесарных и столярных работ
Инструменты и приспособления для слесарных и столярных работ
Приемы обработки листовых материалов и древесины
Сборочные и отделочные работы
Приемы компоновки элементов радиоаппаратуры на монтажных платах
Самодельные узлы радиолюбительской аппаратуры
Самодельные радиаторы
Сборка узлов конструкций, обработка поверхности деталей
ББК 32.85
В18
УДК 621.396.6
Редакционная коллегия:
Белкин Б. Г., Бондаренко В. М., Борисов В. Г., Геништа Е. Н., Гороховский А. В., Ельяшкевич С. А., Жеребцов И. П., Корольков В. Г., Смирнов А. Д., Тарасов Ф. И., Хотунцев Ю. Л., Чистяков Н. И.
В18
Варламов Р. Г.
Мастерская радиолюбителя. — М.: Радио и связь, 1983. — 64 с, с ил. (Массовая радиобиблиотека. Вып. 1069).
35 к.
Дается описание работ, выполняемых радиолюбителями при самодельном изготовлении и ремонте радиоаппаратуры. Рассмотрены основные электромонтажные и конструкционные материалы, инструменты для выполнения электромонтажных и механических работ, рабочее место и рациональные приемы обработки, сборки и отделки деталей.
Для широкого круга радиолюбителей.
2402020000-180 ББК 32.85
В--------------87-84
046(01)-84 6Ф2.9
РЕЦЕНЗЕНТ В. Г. БОРИСОВ
Редакция литературы по электронной технике
РЕМ ГЕННАДИЕВИЧ ВАРЛАМОВ
МАСТЕРСКАЯ РАДИОЛЮБИТЕЛЯ
Редактор Л. Н. Ломакин
Редактор издательства Н. В. Ефимова
Художественный редактор Н.С.Шеин
Технический редактор Л. А. Горшкова
Корректор Н. М. Давыдова
ИБ № 859
Сдано в набор 27 06 83 г. Подписано в печ. 13 09.83 г.
Т-18645 Формат 60X90/16, Бумага кн.-журн. Гарнитура литературная Печать высокая Усл. печ. л. 4,0 Усл. кр.-отт. 4,5 Уч.-изд. л. 4,88 Тираж 150 000 экз. Изд. № 19471 Зак. № 76 Цена 35 к.
Издательство «Радио и связь». 101000 Москва, Почтамт, а/я 693
Типография издательства «Радио и связь» Госкомиздата СССР 101000 Москва, ул. Кирова, д 40
Scan Pirat
САМОДЕЛЬНЫЕ УЗЛЫ РАДИОЛЮБИТЕЛЬСКОЙ АППАРАТУРЫ
Самодельную штыревую антенну можно сделать из ленточной рулетки РЖ-l со стальной профилированной измерительной лентой длиной 1 т. К началу ленты крепят кольцо, за которое вытягивают антенну, а корпус рулетки укрепляют в футляре приемника так, чтобы лента выходила вертикально вверх. Если заменить металлический корпус рулетки на фторопластовый (или вложить фторопластовый вкладыш), то антенна будет автоматически выдвигаться при нажатии на кнопку. Конец ленты следует фиксировать в корпусе, иначе она будет выпадать из него.
Параметры магнитной антенны сильно зависят от ее конструктивных особенностей. Две контурные катушки (например, длинных и средних волн), расположенные на одном ферритовом стержне, оказывают влияние одна на другую. Так, одна незамкнутая накоротко катушка уменьшает добротность второй на 10 — 15%, а замкнутая, не вызывая заметного изменения добротности второй катушки, лишь уменьшает ее индуктивность на 7 — 10%. Добротность катушки уменьшается более чем на 30% при перемещении ее с центра стержня на край и увеличивается примерно на 20% при смещении от конца стержня к середине на 10 мм.
Размещение катушки связи около контурной со стороны края стержня уменьшает добротность ее на 5 — 10% по сравнению с размещением катушки связи со стороны середины стержня. Стальные предметы, расположенные вблизи контурной катушки магнитной антенны, уменьшают ее добротность в несколько раз. Предметы из немагнитного .металла, находящиеся- вблизи контурной катушки (магнитной антенны, уменьшают ее добротность примерно на 20%, незначительно изменяя ее индуктивность.
Из оказанного следует сделать некоторые практические выводы. При размещении двух контурных катушек на одном ферритовом стержне катушку, не участвующую в работе, необходимо замыкать накоротко. Не располагать контурную катушку ближе 10 мм от края стержня. Катушку связи размещать около середины стержня. Избегать соседства со стержнем стальных предметов (например, динамической головки, переменного резистора, блока конденсаторов переменной емкости).
Основные типы механизмов настройки (верньеров), используемые радиолюбителями-конструкторами, — тросовые и фрикционные (рис. 41). Схема про стейшего тросового механизма показана на рис. 41,а. Тросом служит капроновая нить или жилка, шелковая или хлопчатобумажная нить. Длина рабочей части шкалы в таких (механизмах равна примерно 1,5 диаметрам диска, укрепленного на оси конденсатора переменной емкости КПЕ. Обязательным элементом такого механизма является пружина, поддерживающая постоянное натяжение троса. На оси ручки настройки трос должен иметь два-три витка, чтобы обеспечить хорошее сцепление с осью. Можно немножко присыпать трос на этой оси порошком канифоли. В более сложных устройствах ручка настройки может быть перенесена в другое место. В этом случае для нее часто используют отдельный трос.
Схемы двух фрикционных механизмов показаны на рис. 41,6 и в. В механизме (рис. 41,6) диск со шкалой закреплен на оси КПЕ. Для обеспечения надежного фрикционного соединения используется пружина, поджимающая подвижную шайбу к диску. Разновидностью фрикционного механизма является шариковый, показанный на рис. 41,е. В качестве шарикового механизма радиолюбители используют малогабаритный шарикоподшипник. В механизмах заводских приемников (например, в КПЕ приемника «Атмосфера» и др.) детали шарикоподшипника служат деталями КПЕ. Ось КПЕ соединяют с сепаратором или специальной втулкой, в гнездах которой располагаются три или более шариков. При вращении ручки настройки шарики перекатываются в обойме, соединенной с корпусом КПЕ, и вращают его ось с указателем с замедлением примерно 1 : 3.

Рис. 42. Устройство шкалы:
а — для механизма с тросовым приводом; б и в — для механизмов с вращательным движением диска или стрелки
Обязательный элемент механизма настройки — шкала. Если нет возможности использовать готовую шкалу, ее можно изготовить из органического стекг ла (рис. 42,а). Из цветного органического стекла толщиной 3 — 4 мм вырезают две одинаковые пластины, размеры которых должны соответствовать месту, отведенному под шкалу.
Пластину 2 удобно выбрать оранжевого или желтого цвета, другую (4) — розового. Затем из листа чертежной бумаги вырезают прямоугольник (3) таких же размеров, как и пластины. На бумаге карандашом вычерчивают шкалу, градуированную по диапазонам. Ее обводят тушью, после чего прорезают прямоугольные отверстия шириной 3 — 4 мм, через которые будет видно движение стрелки 1 при настройке.
Буквы, знаки и цифры можно использовать из наборов переводных шрифтов. Шкалу помещают между пластинами и стягивают пакет небольшими винтами. Стрелку располагают позади пакета. Крепление шкалы и устройство верньерного механизма зависят от конструкции аппарата. Шкалу подсвечивают сзади, со стороны стрелки.
Варианты выполнения шкал при вращательном перемещении указателя показаны на рис. 42,6 и в. На диске, размещенном за шкалой (рис. 42,6), нанесены две разноцветные риски для разных диапазонов (средних и длинных волн). Риски видны через прозрачное окно. Название станций и частотные метки выполнены на непрозрачных участках шкалы. По аналогии со шкалой рис. 42,а в шкале рис. 42,в сделана прозрачная прорезь П-образной формы.
В механизме настройки простых транзисторных приемников со временем возникает большой люфт из-за увеличения диаметра отверстия под ось ручки настройки в пластмассовой втулке или перегородке в результате износа. Для устранения люфта следует подобрать подходящую резьбовую втулку от старого переменного резистора, диаметр отверстия которой равен диаметру оси настройки. Изношенное отверстие рассверлить под втулку, установить ее и собрать механизм настройки, смазав ось ее густой смазкой или вазелином.
В настоящее время промышленность выпускает много типоразмеров переменных конденсаторов. Однако иногда радиолюбители выполняют их самодельными. Конденсатор переменной емкости для простого транзисторного приемника можно изготовить печатным способом. Из фольгированного гетинакса или текстолита вырезают две пластины, по форме и размерам соответствующие рис. 43,а и б. Они будут служить обкладками конденсатора.
Фольгу обкладок полируют пастой ГОИ и промывают. В качестве диэлектрика можно использовать фторопластовую или полиэтиленовую пленку толщиной 0,05 мм. Из пленки вырезают круг и вкладывают между обкладками конденсатора. Для равномерного сжатия обкладок вырезают из стали или латуни пружинящую шайбу (рис. 43,в). Весь пакет стягивают винтом с гайкой (рис. 43,г). Емкость такого конденсатора 10 — 140 пФ при радиусе обкладки ротора 40 мм и 20 — 270 пФ при радиусе 60 мм. Перед установкой конденсатора в радиоприемник на наружную плос-жость ротора наклеивают шкалу, а в корпусе приемника вырезают окно, через которое будут видны ее деления.


Рис. 43. Самодельный конденсатор переменной емкости
Рис. 44. Самодельный малогабаритный переключатель
Подстроечные конденсаторы КПК-2, широко применяемые радиолюбителями «ак переменные в карманных приемниках, быстро выходят из строя ввиду стирания серебряного слоя. Если конденсатор перед эксплуатацией разобрать, смазать вазелином трущиеся поверхности и снова собрать, срок его службы увеличится.
Малогабаритный переключатель для транзисторного радиоприемника является сложным узлом, но и его можно изготовить самостоятельно. Браться за эту работу следует лишь при наличии комплекта соответствующих инструментов и слесарных навыков. Ниже описана конструкция любительского переключателя (рис. 44).
Основание 1 переключателя и движок 3 выполнены из гетинакса толщиной 3 мм; планки 4 и 2 — из гетинакса толщиной 2,5 и 1 мм, соответственно. В пропилы основания вставлены на клею пружинящие контакты 5 из фосфористой или бериллиевой бронзы толщиной 0,15 — 0,2 мм. В движке сверлят отверстия для замыкателей 6, изготовленных из латунного или медного провода, и делают проточки под шарик 8 фиксатора. Шарик помещают в отверстие в планке 4 и прижимают плоской пружиной 7. Пружина прикреплена проволочными скобами 9, фиксированными в отверстиях планки 4 на клею. Пропилы под контакты снижают прочность основания, поэтому нужно сначала приклеить основание к планке 4, а затем делать пропилы.
Планку 2 приклеивают после окончательной подгонки деталей. Размеры переключателя (не учитывая выводов и ручки движка) 60X42X10 мм.

Рис. 45. Переключатель из переменного резистора СП:
а — общий вид; б — вид сзади
Простой малогабаритный переключатель на 4 — 12 положений можно изготовить из переменного резистора СП. Для этого необходимо снять с него металлическую крыш-
ку и надфилем, а затем наждачной бумагой удалить проводящий слой с подковки и сделать на бортике корпуса необходимое число радиальных пропилов для выводов неподвижных контактов. Контакты можно вырезать из тонкой листовой меди (латуни). Укрепляют их на дужке клеем БФ-2 (рис. 45). При вращении ручки укрепленный на ней подвижной контакт перемещается по неподвижным контактам. Недостатком переключателя является отсутствие фиксатора положений.
СБОРОЧНЫЕ И ОТДЕЛОЧНЫЕ РАБОТЫ
ПРИЕМЫ КОМПОНОВКИ ЭЛЕМЕНТОВ РАДИОАППАРАТУРЫ НА МОНТАЖНЫХ ПЛАТАХ
В практике конструирования радиоаппаратуры компоновочные работы занимают особо важное место, поскольку ими определяются реальные параметры смонтированных узлов и конструкции изделия в целом. Пренебрежительное отношение к монтажу и непродуманная компоновка деталей на плате являются главными причинами неудовлетворительной работы прибора, собранного по многократно проверенной в работе схеме. Поэтому необходимо твердо усвоить общие положения рациональной компоновки деталей и только после этого приступать « конструированию конкретной монтажной платы.
Любой элемент устройства (резистор, конденсатор, катушка индуктивности и т. п.) требуют для нормальной работы площади и объема пространства заметно больше своих геометрических размеров, поскольку электрическое, магнитное и тепловое поля работающего элемента занимают не только объем самого элемента, но и части окружающего его пространства. Эти параметры можно оценить установочным объемом VУСТ и площадью SУCT (рис. 36), которые приближенно можно вычислить так: VУСТ = 1,5АmахBmахHmах; SуСт = 1,3АmaxBmax.
Прежде, чем приступать к окончательному монтажу деталей на плате, желательно выполнить компоновку ее элементов методом аппликации — с использованием силуэтов элементов, вычерченных на прямоугольниках из плотной бумаги или пленки (рис. 37). Кроме этого, полезно выполнить последовательное преобразование принципиальной схемы в монтажную. Примеры таких преобразований для стоечного и печатного монтажа показаны на рис. 38 и 39. Только с учетом этих положений можно правильно сконструировать монтажную плату и добиться хорошей работы устройства.


Рис. 36. К определению, установочных параметров элемента (для маломощных элементов, не требующих радиаторов для нормальной работы)
Рис. 37. Аппликации некоторых элементов
Опытные радиолюбители часто пользуются макетными платами, на которых отрабатывают изделие и после получения требуемых результатов выполняют монтаж окончательно.
В этом случае можно не делать компоновочных эскизов я не определять установочные объемы и площади деталей, но обязательно нужно сохранить размещение деталей в окончательном варианте в полном соответствии с их расположением на макете. Полное совпадение компоновки деталей на макете и в окончательном образце даст гарантию получения тех же результатов, что и на макете (это особенно относится к высокочастотным конструкциям). Макетный и монтажный варианты плат обычно выполняют по одной и той же технологии. При некотором опыте в компоновке деталей можно отказаться от предварительных расчетов и эскизов и начинать предварительное натурное размещение элементов сразу на плате.
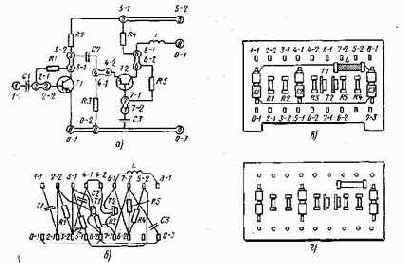
Рис. 38. Последовательное преобразование принципиальной схемы устройства (а) в монтажную (б) и эскизы монтажа на лепестках (в) и на плате с пистонами (г)

Рис. 39. Последовательное преобразование принципиальной схемы (а) в монтажную на печатной плате, вид платы со стороны печатных дорожек (б) и деталей (в)
Плату обычного или фольпированного материала покрывают слоем светлого пластилина толщиной 0,5 — 1 мм и выравнивают его поверхность влажной линейкой. Выводы всех деталей отгибают под прямым углом так, чтобы их концы были параллельны, и укорачивают до 10 — 15 mim. Затем втыкают детали выводами в слой пластилина. После размещения всех деталей оришвы-вают компоновку на бумагу, детали снимают и в местах отпечатков накернивают центры монтажных отверстий.
Для многократного моделироваиия плат удобно также использовать пластину из мягкого упаковочного пенопласта. На эту пластину сверху иакладывают лист миллиметровой бумаги (чтобы упорядочить расположение монтажных отверстий) и вставляют детали, протыкая бумагу выводами. Отверстия в листе бумаги будут использованы для разметки монтажной платы.
После изготовления платы и лайки деталей на ней обычно места паек закрашивают цветным цапон-лаком, который можно использовать и для окрашивания баллонов индикаторных ламп и других деталей.
Провода обмоточные медные
| Диаметр но меди, мм | Сечение по меди, мм2 | Рабочий ток, А | Сопротив ление 1 м провода, Ом | ПЭЛ, ПЭВ 1, ПЭЛР-1 | пэлшо, пэлшко | ПБД. ПСД,
псдк |
|||||
| витков на длинг 1 см | витков в сечении 1 см» | витков на длине 1 см | витков в сечении 1 см2 | витков на длине 1 см | витков в сечении 1 см2 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| 0,05 | 0,00196 | 0,0049 | 87,9 | 128 | 13200 | 75 | 4510 | — | — | ||
| 0,06 | 0,00283 | 0,0071 | 61,1 | 112 | 10150 | 69 | 3840 | — | — | ||
| 0,07 | 0,00385 | 0,0096 | 44,9 | 100 | 8020 | 64 | 3310 | — | — | ||
| 0,08 | 0,00502 | 0,0125 | 34,4 | 90 | 6500 | 60 | 2880 | — | — | ||
| 0,09 | 0,00636 | 0,0159 | 27,2 | 81 | 5370 | 56 | 2530 | — | — | ||
| 0,10 | 0,00785 | 0,0196 | 21,9 | 73 | 4360 | 51 | 2120 | — | — _ | ||
| 0,11 | 0,00949 | 0,0237 | 182 | 68 | 3730 | 48 | 1890 | — | — | ||
| 0,12 | 0,0113 | 0,0282 | 15,3 | 63 | 3220 | 46 | 1700 | — | — | ||
| 0,13 | 0,0133 | 0,0331 | 13,1 | 59 | 2810 | 43 | 1540 | — | — | ||
| 0,14 | 0,0154 | 0,0384 | 11,2 | 55 | 2470 . | 41 | 1400 | — | — | ||
| 0,15 | 0,0176 | 0,0441 | 9,78 | 52 | 2190 | 40 | 1280 | 26 | 493 | ||
| 0,16 | 0,0201 | 0,0502 | 8,59 | 47 | 1800 | 38 | 1170 | 25 | 465 | ||
| 0,17 | 0,0227 | 0,0566 | 7,61 | 45 | 1620 | 36 | 1080 | 25 | 439 | ||
| 0,18 | 0,0254 | 0,0635 | 6,79 | 42 | 1470 | 35 | 990 | 24 | 416 | ||
| 0,19 | 0,0283 | 0,0708 | 6,09 | 40 | 1340 | 33 | 920 | 23 | 390 | ||
| 0,20 | 0,0314 | 0,0784 | 5,51 | 39 | 1220 | 32 | 850 | 23 | 370 | ||
| 0,21 | 0,0346 | 0,0864 | 4,98 | 37 | 1120 | 31 | 800 | 22 | 350 | ||
| 0,23 | 0,0415 | 0,104 | 4,16 | 33 | 890 | 28 | 630 | 20 | 308 | ||
| 0,25 | 0,0491 | 0,123 | 3,52 | 31 | 770 | 26 | 560 | 20 | 281 | ||
| 0,27 | 0,0572 | 0,143 | 3,02 | 29 | 670 | 24 | 470 | 19 | 258 | ||
| 0,29 | 0,0660 | 0,165 | 2,62 | 27 | 596 | 23 | 427 | 18 | 237 | ||
| 0,31 | 0,0754 | 0,188 | 2,29 | 25 | 530 | 21 | 377 | 17 | 219 | ||
| 0,33 | 0,0855 | 0,213 | 2,02 | 24 | 474 | 20 | 343 | 16 | 202 | ||
| 0,35 | 0,0962 | 0,240 | 1,79 | 23 | 427 | 19 | 307 | 15 | 175 | ||
| 0,38 | 0,113 | 0,283 | 1,52 | 21 | 368 | 18 | 270 | 15 | 158 | ||
| 0,41 | 0,132 | 0,329 | 1,31 | 20 | 320 | 17 | 240 | 14 | 143 | ||
| 0,44 | 0,152 | 0,379 | 1,14 | 18 | 282 | 16 | 214 | 13 | 130 | ||
| 0,47 | 0,173 | 0,433 | 0,996 | 17 | 249 | 15 | 193 | 13 | 119 | ||
| 0,49 | 0,188 | 0,471 | 0,916 | 16 | 230 | 15 | 180 | 12 | 113 | ||
| 0,51 | 0,204 | 0,510 | 0,846 | 16 | 207 | 14 | 166 | 12 | 106 | ||
| 0,53 | 0.221 | 0,551 | 0,783 | 15 | 193 | 13 | 151 | 12 | 101 | ||
| 0,55 | 0,237 | 0,593 | 0,727 | 15 | 180 | 13 | 142 | И | 96 | ||
| 0,57 | 0,255 | 0,Ь37 | 0,677 | 14 | 169 | 12 | 134 | 11 | 91 | ||
| 0,59 | 0,273 | 0,682 | 0,632 | 14 | 158 | 12 | 127 | 11 | 86 | ||
| 0,62 | 0,302 | 0,753 | 0,572 | 13 | 144 | 12 | 117 | 10 | 80 | ||
| 0,64 | 0,322 | 0,803 | 0,537 | 13 | 136 | 11 | 111 | 10 | 77 | ||
| 0,67 | 0,352 | 0,880 | 0,490 | 12 | 125 | 11 | 102 | 10 | 72 | ||
| 0,69 | 0,374 | 0,933 | 0,462 | 12 | 118 | 11 | 97 | 9 | 68 | ||
| 0,72 | 0,407 | 1,02 | 0,424 | 11 | 106 | 10 | 91 | 9 | 58. | ||
| 0,74 | 0,430 | 1,07 | 0,402 | 11 | 101 | 10 | 86 | 8 | 55 | ||
| 0,77 | 0,465 | 1,16 | 0,371 | 10 | 94 | 10 | 81 | 8 | 52 | ||
| 0,80 | 0,502 | 1,25 | 0,344 | 10 | 87 | 9 | 75 | 8 | 49 | ||
| 0,83 | 0,541 | 1,35 | 0319 | 10 | 82 | 9 | 71 | 8 | 47 | ||
| 0,86 | 0,581 | 1,45 | 0,297 | 9 | 78 | 9 | 66 | 7 | 44 | ||
| 0,90 | 0,636 | 1,59 | 0,272 | 9 | 70 | 8 | 61 | 7 | 41 | ||
| 0,93 | 0,679 | 1,69 | 0,254 | 9 | 66 | 8 | 58 | 7 | 39 | ||
| 0,96 | 0,723 | 1,81 | 0,239 | 8 | 62 | 8 | 55 | 7 | 37 | ||
| 1,00 | 0,785 | 1,96 | 0,220 | 8 | 55 | 7 | 51 | 7 | 35 | ||
| 1.04 | 0,849 | 2,12 | 0,203 | 8 | 51 | 7 | 47 | 6 | 33 | ||
| 1,08 | 0,916 | 2,29 | 0,189 | 7 | 48 | 7 | 44 | 6 | 31 | ||
| 1,12 | 0,985 | 2,46 | 0,175 | 7 | 45 | 7 | 41 | 6 | 28 | ||
| 1,16 | 1,06 | 2,64 | 0,163 | 7 | 42 | 6 | 38 | 6 | 27 | ||
| 1,20 | 1,13 | 2,82 | 0,153 | 7 | 39 | 6 | 36 | 6 | 26 | ||
| 1,25 | 1,23 | 3,06 | 0,141 | 6 | 36 | 6 | 33 | 5 | 24 | ||
| 1,30 | 1,33 | 3,31 | 0,130 | 6 | 34 | 6 | 31 | 5 | 2Э | ||
| 1,35 | 1,43 | 3,57 | 0,121 | 6 | 31 | 6 | 29 | 5 | 21 | ||
| 1,40 | 1,54 | 3,84 | 0,112 | 6 | 29 | 5 | 27 | 5 | 20 | ||
| 1,45 | 1,65 | 4,12 | 0,105 | 5 | 27 | 5 | 25 | 5 | 19 | ||
| 1,50 | 1,77 | 4,41 | 0,0978 | 5 | 25 | 5 | 24 | 5 | 18 | ||
| 1,55 | 1,89 | 4,71 | 0,0916 | 5 | 24 | 5 | 22 | 4 | 17 | ||
| 1,62 | 2,06 | 5,14 | 0,0838 | 5 | 22 | 5 | 21 | 4 | 15 | ||
| 1,68 | 2,22 | 5,53 | 0,0779 | 5 | 20 | 4 | 19 | 4 | 14 | ||
| 1,74 | 2,38 | 5,93 | 0,0727 | 4 | 19 | 4 | 18 | 4 | 14 | ||
| 1,81 | 2,57 | 6,42 | 0,0672 | 4 | 18 | 4 | 17 | 4 | 13 | ||
| 1,88 | 2,77 | 6,93 | 0,0622 | 4 | 16 | 4 | 16 | 4 | 12 | ||
| 1,95 | 2,96 | 7,45 | 0,0579 | 4 | 15 | 4 | 14 | 4 | 11 | ||
| 2,02 | 3,20 | 8,00 | 0,0539 | 4 | 14 | 4 | 13 | 3 | 10 | ||
| Таблица 4. Провода обмоточные высокочастотные (литцендрат) | |||||||||||
| Диаметр проволоки, мм | Число проволок в пучке | Диаметр провода, мм | Сечение по меди, мм1 | Сопротивление 1 к провода, Ом | |||||||
| ЛЭЛО,
лэшо |
лэл | лэлд, лэшд | лэп | лэп ко | |||||||
| 0,05 | 10 | 0,32 | 0,25 | 0,38 | 0,0196 | 1,01 | |||||
| 16 | 0,38 | 0,31 | 0,44 | — | — | 0,0314 | 0,634 | ||||
| 20 | 0,41 | 0,34 | 0,47 | — | — | 0,0392 | 0,507 | ||||
| 0,07 | 7 | 0,34 | — | — | — | — | 0,0269 | 0,760 | |||
| 8 | 0,36 | 0,29 | 0,42 | 0,35 | 0,40 | 0,0308 | 0,624 | ||||
| 10 | 0,40 | 0,39 | 0,46 | 0,39 | 0,44 | 0,0385 | 0,499 | ||||
| 12 | 0,42 | — | 0,48 | 0,42 | 0,47 | 0,0462 | 0,416 | ||||
| 16 | 0,47 | — | 0,54 | 0,47 | 0,52 | 0,0616 | 0,312 | ||||
| 20 | 0,52 | — | 0,59 | 0,53 | 0,57 | 0,077 | 0,249 | ||||
| 27 | 0,58 | — | 0,65 | — | — | 0,104 | 0,19 | ||||
| 32 | 0,63 | — | 0,70 | — | — | 0,123 | 0,161 | ||||
| 0,10 | 9 | 0,51 | 0,44 | 0,58 | 0,48 | 0,53 | 0,071 | 0,276 | |||
| 12 | 0,57 | 0,50 | 0,64 | 0,54 | 0,59 | 0,094 | 0,207 | ||||
| 16 | 0,64 | 0,57 | 0,71 | 0,61 | 0,66 | 0,126 | 0,155 | ||||
| 21 | 0,71 | 0,64 | 0,78 | 0,69 | 0,73 | 0,165 | 0,118 | ||||
| 28 | 0,81 | 0,74 | 0,88 | 0,80 | 0,84 | 0,22 | 0,091 | ||||
Примечания 1. Число витков в сечении 1 см1 сильно зависит от плотности намотки, числа и толщины межслойных прокладок 2 Провода с волокнистой изоляцией ПСД ПСДК выпускают, начиная с диаметра 0,23 мм
Таблица 5. Легкоплавкие и мягкие припои (состав по весу)
|
Припой |
Олово, % |
Висмут, % |
Свинец, % |
Кадмий, % |
Температура плавления, °С |
Примечание |
|
Сплав Вуда |
12,5 |
50 |
25 |
12,5 |
68 |
Лужение печатных плат |
|
Сплав Липо-витца |
12,9 |
49,4 |
27,7 |
10 |
70 |
То же |
|
Сплав Д'Арсе |
9,6 |
45,3 |
45,1 |
— |
79 |
— » — |
|
Сплав Розе |
25 |
50 |
25 |
— |
94 |
— » — |
|
ПОСВ-32-15-53 |
32 |
53 |
15 |
— |
96 |
— » — |
|
ПОСВ-33 |
33,4 |
33,3 |
33,3 |
130 |
Лужение печатных плат и пайка выводов микросхем |
|
|
ПОСК-50-18 |
49,8 |
— |
32 |
18,2 |
145 |
То же |
|
ПОС-61 |
61 |
— |
39 |
— |
190 |
Лужение печатных плат и пайка выводов дискретных компонентов и микросхем |
|
ПОССу-61-0,5 |
61 |
— |
38,5 |
— |
189 |
То же |
2. В припой ПОССу-61-0,5 дополнительно вводят 0,5% сурьмы.
3. С припоями ПОС-40 и ПОС-30 при пайке повышенной прочности деталей из черных в цветных металлов используются флюсы-пасты: канифоль светлая 16%, хлористый цинк в порошке 4%, вазелин технический 80% (после пайки промыть соединение спиртом); насыщенный раствор хлористого цинка 3,7%, вазелин технический 96,3% (после пайки соединение промыть горячей водой).
4. С припоем ПОСВ-33 лучше всего использовать флюс ЛТИ-120: спирт-сырец 63 — 74%, канифоль светлая 20 — 25%, триэтаноламин 1 — 2%, диэтиламин солянокислый 3 — 5% (остатки флюса смывать необязательно). Флюс пригоден для пайки других металлов, включая нихром, константан и др.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫПОЛНЕНИЯ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Основной инструмент для выполнения электромонтажных работ — электрический паяльник. Радиолюбители используют обычно электрические паяльники с непрерывным и импульсным нагревателями. Чтобы получить высококачественные электромонтажные соединения, необходимо выполнять основные правила пайки.
Размеры и форма жала паяльника и температура его нагрева должны соответствовать размерам и конфигурации спаиваемых деталей и температуре плавления припоя. Поскольку в практике радиолюбителя встречается большое разнообразие видов иаяльных работ, приходится использовать несколько типов паяльников с жалами различной формы и размеров.
Для выполнения большинства электромонтажных соединений выводов дискретных радиодеталей можно рекомендовать паяльник средней мощности ПСН-40 на 40 Вт. Он имеет двусторонне заточенное медное никелированное жало диаметром 6 мм и длиной 40 мм. Для монтажа миниатюрных радиодеталей и интегральных микросхем следует использовать малогабаритный низковольтный паяльник на напряжение 36 В и мощностью 25 Вт, питаемый от сети 220 В через добавочное устройство П223, содержащее гасящий конденсатор. Односторонне заточенное никелированное жало паяльника имеет диаметр 4 мм и длину 25 мм.
Для пайки крупных деталей применяют паяльник ПСН-100 мощностью 100 Вт. Он имеет два сменных жала из красной меди (прямое и изогнутое) диаметром 8 мм и длиной 60 мм. Универсальным является импульсный паяльник ПСИ-65 мощностью 65 Вт, которым можно паять и крупногабаритные, и мелкие элементы. Жало этого паяльника из медной никелированной проволоки изогнуто в виде П-образной петли. В его корпус, выполненный в виде пистолета, встроена небольшая лампа для освещения места пайки. Жало паяльника после нажатия на кнопку-урок выключателя нагревается очень быстро. Внешний вид некоторых типов паяльников показан на рис. 5.
Нагреватели всех паяльников рассчитывают так, чтобы надежно обеспечить расплавление припоя даже при пониженном напряжении в сети.
Если они включены надолго при нормальном или повышенном напряжении, то, как правило, работают с перегревом. Из-за этого припой на ж,але быстро окисляется, место пайки и припаиваемые элементы перегреваются, качество пайки ухудшается. Чтобы этого не допустить, надо включать паяльник через малогабаритные лабораторные автотрансформаторы (ЛАТРы), реостаты, балластные лампы и другие устройства, посредством которых можно регулировать температуру жала работающего паяльника.

Рис. 5. Электрические паяльники (сверху вниз): малогабаритный на 25 Вт для пайки миниатюрных радиодеталей и микросхем, ПСН на 40. Вт, импульсный паяльник
Новый паяльник сначала «обжигают», чтобы в нем выгорели нитки, различные включения в асбесте, масляное покрытие и т. п. Для этого достаточно включить паяльник на 1 — 2 ч, лучше всего на открытом воздухе, так как при «обжиге» выделяется много едкого дыма. Затем жало паяльника облужи-вают, для чего включают паяльник в сеть и через 5 — 10 мин погружают жало в канифоль, а затем в припой. Жало должно равномерно облудиться (покрыться слоем припоя). Если жало покрылось окалиной и припоем не омачивается, его после нагрева надо быстро запилить старым плоским напильникам с мелкой насечкой и сразу же облудить. При использовании комбинированного припоя в виде проволоки с канифольным наполнением дополнительной канифоли чаще всего не требуется.
Для паяльника необходимо изготовить подставку (рис. 6) с коробкой для канифоли и припоя. Подставка должна быть устойчивой, иначе не исключены аорча стола, ожоги и опасность пожара. К подставке прикрепляют массивную металлическую пластину. Часто в подставке мслтируют устройства для регулирования температуры жала паяльника.

Рис. 6. Подставки для паяльников (слева направо): штампованная для малогабаритного паяльника, складная в виде коробки с отделениями для канифоли и припоя, стационарная подставка из штампованных алюминиевых деталей
Правильную эксплуатационную температуру жала паяльника подбирают следующим образом.
Паяльник с предварительно облуженным жалом включают на пониженное напряжение и прогревают в течение 10 — 15 мин, а затем делают пробную пайку. Если припой плавится плохо и имеет вид тестообразной массы, то напряжение увеличивают. Выполнив последовательно несколько паек « каждый раз увеличивая температуру жала, выбирают такое напряжение питания, при котором прибой легко плавится и хорошо растекается по месту пайки, сохраняя блестящую поверхность.
Для выполнения электромонтажных работ, кроме паяльника на подставке «(желательно с встроенным регулятором температуры жала), необходимы пинцет, приспособление, часто называемое «третьей рукой», различные теплоотводы, насадки для специальных монтажных работ, приспособления для освещения места пайки, боковые кусачки, круглогубцы и плоскогубцы.
Выше уже говорилось о том, что регуляторы напряжения питания паяльника часто собирают в подставке. Схема одного из таких устройств изображена на рис. 7. Когда паяльник снимают с подставки, левое ллечо рычага под действием пружины опускается и замыкает контакты выключателя В1. Диод Д1 замыкается накоротко, и на паяльник поступает полное напряжение сети. Когда же паяльник лежит на подставке, опираясь на правое плечо рычага, левое плечо приподнято, разомкнуты контакты — В1 и последовательно с паяльником включен диод. В этом случае эффективное напряжение, приложенное к паяльнику, понижено и он нагревается значительно слабее.


Рис. 7. Электрическая схема контактно-гасящего устройства подставки паяльника: 1 — пружина; 2 — опора; 3 — рычаг
Рис. 8. Проволочная подставка, прикрепленная к паяльнику: 1 — при лежащем паяльнике; 1 и 3 — при поднятом и повернутом паяльнике
Удобны также подставки, укрепленные непосредственно на паяльнике. Один из вариантов конструкции такой подставки (рис. 8) состоит из металлическог хомутика и проволочной ножки. Хомуток фиксируют на кожухе нагревателя паяльника. Ножка может поворачиваться относительно хомутика и в развернутом положении служит собственно подставкой, а в сложенном — прижимается вплотную к паяльнику, практически не увеличивая его габаритов.
Другой вариант подставки представляет собой пластину из дюралюминия, прикрепленную к ручке паяльника двумя шурупами. Такая подставка удобна тем, что она всегда с паяльником, на нее можно наматывать шнур, паяльник в собранном виде легко повесить на гвоздь.
Настольную подставку для паяльника используют как стретью руку», если1 прикрепить к ней лабораторный зажим «крокодил». В нем можно фиксировать спаиваемые детали в наиболее удобном положении. Можно укрепить на подставке несколько зажимов под разными углами, что создаст дополнительные удобства при выполнении электромонтажных работ.

Рис. 9. Приспособление для снятия по-ливинилхлоридной или полиэтиленовой изоляции с монтажных проводов: в — «флажок»; б — крепление «флажка» к жалу паяльника
Простое приспособление к электропаяльнику (рис. 9) позволяет быстро и удобно снимать поливинилхлоридную изоляционную оболочку с монтажного-провода. Из белой жести, листовой латуни или меди толщиной 0,2 — 0,4 мм вырезают заготовку флажка. Выступом заготовку на 2 — 3 мм вставляют под зажимное кольцо и обжимают вокруг жала паяльника. Для снятия изоляция1 провод вкладывают в клинообразный вырез приспособления (разумеется, при включенном паяльнике) и вращают несколько раз между пальцами. После этого изоляция с лровода легко снимается по кольцевому «надрезу». Если нужно-освободить от изоляций участок посредине провода, то делают два кольцевые «надреза» на нужном расстоянии, острием приспособления проводят от одного «надреза» до другого и снимают изоляцию.
Отечественная промышленность выпускает для радиолюбителей «Набор радиомонтажный № 2» (см. «Радио», 1979, № 4, с. 63), в который входят малогабаритный низковольтный паяльник ПСН 25-24 В с подставкой и блок питания БПС 220/127-9/12. Паяльник имеет сменное никелированное жало, напряжение питания можно регулировать в пределах 19 — 27 В Блок питания выдает стабилизированное напряжение 9 или 12 В при токе нагрузки 0,2 А. В блоке есть система защиты от перегрузки, срабатывающая при токе более 0,24±0,02 А.
Многие радиолюбители встречают затруднения в приобретении малогаба ритного заводского паяльника, или же по разным причинам готовые паяльники их не устраивают. Это заставляет многих своими силами изготовлять себе миниатюрные паяльники либо дорабатывать заводские. Самым простым и эффективным приемом доработки заводского паяльника является переточка его жала. Для этого надо взять обычный паяльник мощностью 40 Вт, у которого легко вынимается жало Жало протачивают на токарном станке так, чтобы выступающая часть имела длину около 20 мм при диаметре 2 — 2,5 мм. Переход от малою диаметра к большому должен быть плавным. Конец жала затачивают навильником с двух или одной стороны и никелируют, чтобы повысить его стойкость к обгоранию.
Установив жало на место, включают паяльник в сеть через балластный резистор, сопротивление которого подбирают так, чтобы температура жала была близка к оптимальной. Лучше всего в качестве балластного попользовать резистор ПЭВР (проволочный эмалированный с жесткими выводами, регулируемый). Во многих случаях необходимо «заземлять» корпус паяльника. Несмотря на то, что паяльники заводского изготовления рассчитаны на «заземление», целесообразно в таких случаях питать паяльник через разделительный трансформатор с надежной межобмоточной изоляцией.
К паяльнику «Момент» удобно изготовить набор сменных нагревательных петель из медной проволоки диаметром 1,5 — 2,2 мм. Для демонтажа интегральных микросхем нужны петли такой формы, которые позволят распаивать сразу все выводы. Самодельный паяльник, подобный заводскому «Моменту», нетрудно изготовить самому. Основой его является дроссель фильтра выпрямителя телевизоров (например, от УНТ-47/59, УНТ-47/59-I или УНТ-47/59-П-1) нли маломощный трансформатор с магнитопроводом сечением не менее 5 см2 и обмоткой из 1100 — 1200 витков провода ПЭВ-2 диаметром 0,31 мм.
На катушке должно быть достаточно места для размещения обмоток для лампы подсветки и нагревателя (их общая радиальная толщина около 2,5 — 3 мм).
Обмотка для питания лампы подсветки содержит 30 — 35 витков провода ПЭВ-1 диаметром 0,32 — 0,4 мм. Обмотка для питания нагревателя выполнена из медной шины прямоугольного сечения 13x2 мм Общая длина шины около 650 мм. Число витков обмотки 2. Шина вырезана из листовой меди и для удобства намотки должна иметь два уступа (расстояние от левого конца шины до первого уступа около 320 мм, а от правого до второго — около 130 мм). Перед тем, как начинать вырезать шину, следует сделать ее модель из картона и на ней уточнить необходимые размеры. К выступающим концам обмотки (их длина должна быть 100 — 120 мм) крепят двумя винтами М4 проволочное жало-нагреватель в виде петле из медной проволоки диаметром
2 — 2,5 мм. Если в паяльнике использован дроссель со штампованными пластинами, то магнитопровод трансформатора нужно собирать вперекрынжу. Иа ленточного разрезного магнитопровода достаточно удалить прокладку.
Ручку с микровыключателем выпиливают из фанеры. Защитный кожух проще всего сделать из синтетической ткани, промазанной клеем БФ-2. Необходимо (предусмотреть «заземление» обмотки нагревателя.
Более совершенные и удобные конструкции самодельных миниатюрных паяльников были подробно описаны в журнале «Радио». Ниже помещено краткое описание двух иа них (ом. «Радио», 1978, № 3, с. 46).
Устройство паяльника с внутренним нагревателем показано на рис. 10. Обмотка нагревателя намотана на керамической трубке 1, на которой абразивным бруском протачивают канавки и лыску, как показано на рисунке. Медное жало 2 имеет цилиндрическую полость, в которой размещают нагреватель. Жало желательно снаружи никелировать. Держатель 3 жала согнут в виде трубки из жести толщиной 0,35 мм я имеет специальную выдавку для фиксации жала. Для более надежного крепления жала на держатель надевают пружину 4. Фасонный деревянный фланец 5 насажен с помощью клея на ручку 6, склеенную из плотной бумаги. Резиновая втулка 7 предохраняет провода шнура от чрезмерных изгибов и выдергивания из ручки.
Последовательность сборки паяльника такова. К трубке нагревателя со стороны лыски проволочным бандажом прикрепляют вывод, скрученный нэ трех — четырех нихромовых проводников диаметром 0,1 мм и длиной 120 — 130 мм. Конец второго вывода скатывают в плотный шарик такого диаметра, чтобы он не проходил в отверстие трубки. Защищенный от изоляции на длине 140 мм конец нихромового провода диаметром 0,1 мм обвивают вокруг второго вывода по всей его длине и вводят его в отверстие каркаса до упора шарика. Через радиальную канавжу провод выводят на поверхность трубки и наматывают нагреватель плотно, виток к витку, в один слой. Зачищают от изоляции на длине 140 мм конец обмотки и обвивают вокруг прикрепленного к льюке вывода, начиная от бандажа. Сопротивление холодного нагревателя должно быть около 130 Ом.

Рис. 10. Паяльник с внутренним нагревателен
Далее приготовляют огнеупорную изоляционную пасту (ее требуется около 4 г). Она состоит из 100 частей (по весу) мелко растертого белого речного песка, 20 частей жидкого стекла (силикатного клея), 2 частей сахарной пудры 4 частей 20%-ного раствора едкого натра. Все компоненты тщательно растирают в ступке до сметанообразного состояния.
На нагреватель надевают отрезок трубки из стекловолокна, заправляют внутрь ее излишки со стороны, противоположной выводам, и обильно пропитывают пастой. На половину глубины заполняют пастой отверстие в жале и вставляют в него нагреватель. Выдавленные наружу излишки пасты удаляют. Затеи в течение суток узел подсушивают при температуре 40 — 50° С. Ручку в оклеивают на гладкой оправке клеем БФ-2. Примерно на одной трети толщины стенки вклеивают в нее держатель 3 на глубину 8 — 10 мм. После высыхания ручки на нее плотно насаживают на клею фланец 5.
Надевают на выводы (их два — три от нагревателя и один от жала) керамические изоляторы, вставляют в ручку трехпроводный шнур питания, соединяют его с выводами нагревателя, вставляют жало в держатель и надевают снаружи пружину.
Еще раз проверяют сопротивление нагревателя, контакт провода «заземления» жала и, постепенно увеличивая напряжение питания до 36 В, проводят пробные пайки. Если все в порядке, окончательно фиксируют шнур в ручке втулкой 7. Мощность паяльника около 10 Вт.
Конструкция паяльника с графитовым нагревателем показана на рис. 11. Жало 1 из медной проволоки диаметром 2 мм туго вставлено в корпус 2 го-лоэки. Нагревателем служит отрезок 3 пишущего стержня карандаша твердостью ТМ. Взяв стержень длиной 3 — 5 ом, прогревают его током в течение 2 — 3 мин при яркокрасиом калении. После этого на наружной поверхности стержня образуется прочный изоляционный слой нагара бурого цвета. Этот стержень — заготовка для нагревателя. Вывод 4 нагревателя вытачивают из длинного стального вянта МЗ. Пружина 5 обеспечивает надежный контакт вывода 6 с корпусом головки. Ручка 7 выполнена из стеклянной трубки.
Собирают паяльник следующим образом. Небольшой комок рыхлого асбеста пропитывают силикатным клеем и вкладывают как пробку в резьбовое отверстие корпуса 2. Проколов в центре пробки толстой иглой отверстие, расширяют его и осторожно ввинчивают слегка смазанный минеральным маслом резьбовой вывод 4. После прогрева корпуса в течение 2 — 3 мин мощным паяльником из асбестовой пробки получается прочная изолирующая втулка. Вывинчивают резьбовой вывод 4, очищают канал нагревательного элемента от излишков асбеста и клея и вставляют нагревательный элемент.
От заготовки нагревателя отрезают часть необходимой длины, один конец затачивают на конус и вставляют в корпус. Обезжиривают резьбу на выводе 4, смазывают ее силикатным клеем и с небольшим усилием ввинчивают на место. Сопротивление головки, измеренное между выводами, должно быть в пределах 2 — 3 Ом. В течение 2 — 3 ч просушивают головку, подключив ее к напряжению 3 — 4 В. Затем обматывают головку со стороны выводов асбестом, пропитанным силикатным клеем, и вставляют в стеклянную или фторопластовую трубку. После просушки корпуса паяльник готов к работе.Его напряжение витания 3 — 4 В при мощности около 5 Вт. Паяльник следует питать от понижающего трансформатора с надежной изоляцией обмоток, так как один з №о выводов соединен с жалом.

Один из вариантов использования обычного электропаяльника мощностью 40 — 50 Вт для монтажа малогабаритных радиодеталей и микросхем показан на рис. 12. Съемная насадка на жало паяльника изготовлена из меди и фиксирована винтом.


Рис. 12. Съемная насадка для монтажа малогабаритных деталей
Основные свойства металлов и сплавов
| Металлы и сплавы | Плотность,
г/см3 |
Температура плавления, °С | Теплопроводность, Вт/(м-град) | Температурный коэффициент линейного расширения,
град — 1-106 |
| Алюминий
и его сплавы |
2,7 | 6-60 | 180 | 23 |
| Бронза | 8,5 | 900 | 64 | 17 |
| Латунь | 8,6 | 900 | 85 | 18 |
| Магний и его
сплавы |
1,8 | 650 | 120 | 24 |
| Медь | 8,9 | 1083 | 384 | 17 |
| Олово | 7,4 | 232 | 64 | 24 |
| Свинец | 11,4 | 327 | 35 | 29 |
| Сталь | 7,8 | 1350 | 45 | 11 |
| Серебро | 10,6 | 960 | 410 | 19 |
| Цинк | 6,9 | 419 | 110 | 39 |
При использовании того или иного металла или сплава в конкретной конструкции необходимо учитывать ряд дополнительных сведений, таких как марка сплава, сопротивление разрыву, твердость, стойкость к коррозии и другие. Сводные данные по наиболее часто применяемым конструкционным материалам приведены в табл. 7.
По твердости материалы делят на мягкие (М), нормализованные (Н), по-лунагартованные (П) и закаленные твердые (Т). Материалы группы М и частично Н легко гнутся, поэтому обладают пониженной жесткостью. Материалы групп П и Т (так называемые «сухие») имеют заметно большую прочность на разрыв и твердость, чем М и Н. В табл. 7 сопротивление разрыву и твердость указаны в относительных единицах по отношению к наиболее распространенному в радиолюбительской практике материалу — сплаву АМц-М.
Полезно знать и о сортаменте материала. Здесь есть такие основные группы: Л — ленты толщиной от 0,06 до 3 мм и шириной до 12 — 30 мм; П — проволока диаметром до 6 мм; ПЛ — плиты толщиной свыше 12 мм и листы толщиной 0,3 — 22 мм при размерах от 1000x600 до 3000x1500 мм; ПР — пруток круглый диаметром 6 мм и более; Т — трубы; У — рейки уголкового профиля; Ш — пруток шестигранный с диаметром вписанного круга 5 мм и более.
Стойкость к коррозии отмечена в табл, 7 цифрами 1 . и 2. Материалы группы 1 сильно коррозируют и требуют защиты, а группы 2 стойки к коррозии без дополнительной защиты.
Наиболее широко используются в радиолюбительской практике тонкие трубы и уголки. Основные размеры труб из стали, алюминиевых и титановых сплавов приведены в табл. 8, а стальных и дюралюминиевых уголков — в табл. 9.
Пластмассу радиолюбители используют обычно в виде листов или готовых деталей. Усредненные характеристики распространенных пластмасс сведены в табл. 10.
Фольгированные материалы для изготовления печатных плат выпускают как с односторонним, так и с двусторонним (ГФ-2, СФ-2) фольгированием.
Свойства основных конструкционных сплавов
| Сплав | Состояние | Сопротивление * разрыву | Твердость * | Сортамент | Стойкость против коррозии |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Алюминиевый сплав | |||||
| АК-2 | Т | 3,23 | 3,83 | ПР, Ш | 1 |
| АК-6 | Т | 3,23 | 4 | ПР, Ш | 1 |
| АЛ-2 | — | 1,22 | 1,67 | Литье | 2 |
| АЛ-9 | — | 1,14 | 1,67 | Литье | 2 |
| АЛ-13 | — | 1,14 | 1,83 | Литье | 2 |
| АМг-2 | П | 1,93 | 2 | ПЛ, ПР, Т | 2 |
| АМц-П | П | 1,23 | 1,33 | ПЛ, У | 2 |
| АМц-М | м | 1 | 1 | ПЛ | 2 |
| В95 | Т | 4,25 | 5 | ПР | 1 |
| Д1 | Т | 3,23 | 3,77 | ПЛ | 1 |
| Д1 | м | 1,61 | 1,5 | ПЛ | 1 |
| Д6 | Т | 3,54 | 3,5 | ПЛ, ПР, Ш | 1 |
| Д6 | м | 1,69 | 1,4 | Т, У | 1 |
| Д16 | Т | 3,54 | 1,6 | ПЛ, ПР, Ш | 1 |
| Д16 | м | 1,61 | 1,6 | Т, У | 1 |
| Бронза | |||||
| Бр.АМц 9-2 | ,_ | 4,25 | 3,33 | Л, ПР | 2 |
| Бр.АЖ9-4 | — | 4,25 | 6 | ПР | 2 |
| Бр.Б2 | м | 3,86 | 4 | Л, П, ПР | 2 |
| Бр.Б2 | Т | 8,66 | 10 | Л, П, ПР | 2 |
| Бр.КМц 3-1 | __ | 3,86 | 4,67 | Л, ПР | 2 |
| Бр.ОФ 6,5-0,15 | — | . 3,46 | 4,33 | Л, ПР | 2 |
| Латунь | |||||
| Л62 | __ | 2,68 | 1,87 | Л, П, ПЛ, ПР, Т, Ш | 2 |
| ЛЖМц 59-1-1 | __ | 3,46 | 2,93 | Л,П,ПЛ, ПР.Т, Ш | 2 |
| ЛС59-1 | — | 3,23 | 3 | П, ПР, Ш | 2 |
| Магниевый сплав | |||||
| МА-5 | Т | __ | __ | ПР | 1 |
| МЛ-5 | М | 1,22 | 1,67 | Литье | 1 |
| МЛ-5 | Т | 1,23 | 2,5 | Литье | 1 |
| Сталь автоматная | |||||
| А12 | М | 3,86 | 5,33 | ПР, Ш | 1 |
| А20 | Т | 4,17 | 5,6 | ПР, Ш | 1 |
| Сталь инструментальная | |||||
| У8А | М | — | 6,23 | ПР | 1 |
| Сталь легированная | |||||
| 20Х | Т | 6,18 | 5,27 | ПР, Т | I |
| ЗОХГС | Т | 8,5 | 7,63 | ПЛ, ПР, Т, Ш | 1 |
| Сталь литая | |||||
| 40ХЛ | | Н | 7,72 | 6,9 | Литье | 1 |
| Сталь нержавеющая | |||||
| 2X13 | Т | 6,69 | 6,57 | Л, П, ПЛ, ПР | 2 |
| 9X18 | Т | 8,5 | 8,5 | ПР | 2 |
| ЭИ-474 | Т | 10 | 9,5 | ПР | 2 |
| Сталь углеродистая | |||||
| 10 | Н | 2,62 | 4,56 | Л, П, ПЛ, ПР | 1 |
| 20 | Н | 3,22 | 5,2 | Л, П, ПЛ, ПР | I |
| 35 | Н | 4,17 | 6,23 | П, ПЛ, ПР, Т, Ш | 1 |
| 45 | Н | 4,72 | 8,03 | П, ПЛ, ПР, Ш | 1 |
* По отношению к АМц-М.
Фторопласт имеет высокую теплостойкость, хорошие диэлектрические свойства, что позволяет использовать его в высокочастотных цепях и при повышенной температуре.
Полиамидные, полиэтиленовые и полистирольные пластмассы применяют для изготовления самых различных (в том числе и корпусных) деталей. Эти пластмассы термопластичны, что позволяет производить термическую доработку деталей из них, прорезание отверстий, изменение формы. Температурный коэффициент расширения у таких пластмасс в 5 — 20 раз больше, чем у металлов, и этот факт нельзя не учитывать при запрессовке металлических деталей в пластмассовые. Удельное электрическое сопротивление всех этих материалов очень высокое.
Древесину в радиолюбительской практике используют в виде реек, маломерных планок, фанеры, древесностружечных плит (ДСП). Наиболее распространенный материал — сосна, которая проста в обработке, легка и весьма прочна. Более красивую текстуру имеют береза, бук, клен, дуб, красное дерево, поэтому их обычно используют в виде шпона (тонкой однослойной фанеры), наклеиваемого на панели из дешевой древесины или ДСП.
Чаще всего радиолюбительскую конструкцию из деревянных деталей (футляр радиоаппарата или ящик громкоговорителя) выполняют из дощатых или фанерных панелей, соединенных шурупами, которые ввинчивают в рейки. Работа с древесиной интересна, но требует наличия хороших инструментов и верстака, что в радиолюбительских условиях часто невозможно.
Клеями называют растворы органических высокомолекулярных природных или синтетических веществ, неорганических силикатных материалов, обладающих высокой степенью адгезии (прилипания) к поверхностям склеиваемых деталей. Для получения прочного клеевого соединения необходимо тщательно очистить склеиваемые поверхности от пыли, грязи, окислов и жировых веществ и сушить склеенные детали в сжатом состоянии. В радиолюбительской практике используют самые различные клеи.Фенолформальдегидные, модификациро-ванные поливинилбутиралем составы БФ-2, БФ-4, БФ-6 используют для склеивания металлов, пластмасс, керамики, органического стекла, фибры, фанеры, бумаги, кожи, ткани и других материалов. Наносят обычно два тонких слоя клея с выдержкой каждого из них в течение часа, затем еще один слой и, выдержав его 5 — 10 мин, соединяют детали и сушат при температуре 25 — 40° С в течение 72 ч (или при температуре 140 — 160° С в течение часа).
Полиуретановый клей ПУ-2 наносят на склеиваемые поверхности в один слой. Этим клеем можно соединять металлы, керамику, пенопласты. Режим отверждения: 3 — 4 ч при температуре 105° С (или 48 ч при температуре 20° С). Клей ПУ-2 применяют без наполнителя и с наполнителем — портландцементом марки 400.
Размеры труб из стали, алюминиевых и титановых сплавов
| Наружный диаметр, мм | Толщина стенки, мм | ||
| сталь | алюминиевые сплавы | титановый сплав | |
| 4 | 0,5 — 1 | — | — |
| 5 | 0,5 — 1,6 | — | — |
| 6 | 0,5 — 2 | 0,5 — 1 | 1 |
| 8 | 0,5 — 2,5 | 0,5 — 2 | 1 |
| 10 | 0,5 — 3,5 | 0,5 — 2,5 | 1 |
| 12 | 0,5 — 4 | 0,5 — 3 | 1 |
| 14 | 0,5 — 4 | 0,5 — 3 | 1 |
| 16 | 0,5 — 5 | 0,5 — 3,5 | 1 |
| 18 | __ | __, | 1,5 |
| 20 | 0,5 — 6 | 0,5 — 4 | 2 |
| 22 | __ | 0,5 — 5 | 2 |
| 25 | 0,5 — 7 | 0,5 — 5 | — |
| 28 | __ | 0,75 — 5 | 2 |
| 30 | 0,5 — 8 | 0,75 — 5 | — |
| 32 | 0,5 — 8 | 1 — 5 | 1,5 |
| 35 | __. | __ | 2 |
| 36 | 0,5 — 8 | 1 — 5 | __ |
| 38 | 0,5 — 9 | 1 — 5 | — |
| 40 | 0,5-9 | 1 — 5 | __ |
| 42 | __ | __ | 2 |
| 45 | 1 — 10 | 1 — 5 | — |
| 50 | 1 — 12 | 1 — 5 | 2 |
Размеры уголков из стали и алюминиевых сплавов
| Ширина полкн, мм | Толщина полки, мм |
| 12 | 1 |
| 15 | 1; 1,5; 2; 3 |
| 20 | 1; 1,5; 2; 3*; 4* |
| 25 | 1,5; 2; 2,5; 3*; 3,2; 4* |
| 30 | 1,5; 2; 2,5; 3 |
| 32** | 3; 4 |
| 35 | 3 |
| 40 | 2; 2,5; 3; 3,5; 4* |
| 45 | 4; 5 |
| 50 | 3; 4*; 5*; 6 |
| 60 | 5; 6 , |
| 63** | 5; 6 |
| 70** | 6; 8 |
* Для указанной ширины полки уголки выпускают из стали и из алю-миниевого сплава.
** Только стальные уголки.
Основные характеристики изоляционных материалов
| Материал | Плотность, г/см3 | Сопротивление разрыву * | Твердость * | Рабочая температура, °С | Диэлектрическая проницаемость | Тангенс
тла потерь |
| Фторопласт-4 | 2,2 | 0,23 | 0,14 | от — 60 до +250 | 2,1 | 0,0002 |
| Смола полиамидная | 1,1 | 0,56 | 0,48 | от — 50 до +100 | 4 | 0,03 |
| Полистирол | 1,1 | 1,9 | 1,2 | от — 50 до +60 | 2,6 | 0,0003 |
| Полиэтилен | 0,9 | 1,1 | 1,7 | от — 60 до +80 | 2,4 | 0,02 |
| Текстолит | 1,5 | 0,73 | 1,2 | от — 60 до +105 | 8 | 0,07 |
| Стеклотекстолит | 1,6 | 1,6 | 1,3 | от — 60 до +155 | 5 | 0,015 |
| Гетинакс | 1,4 | 1 | 1 | от — 60 до +105 | 7 | 0,06 |
| Стекло органическое | 1,2 | 0,7 | 0,88 | от — 60 до +60 | 3 | 0,03 |
| Лента поливинил-хлоридная (изоляционная) | 1,4 | |||||
| Трубки поливиниловые пластиковые | 1,4 | 0,17 | — | — | 4,3 | 0,01 |
| Пенопласт | 0,1 — 0,2 | 0,04 | — | от — 20 до +60 | 1,8 | 0,02 |
* По отношению к гетинаксу.
Эпоксидные немодифицированные компаунды (смолы) холодного отверждения Д-6, Д-8, Д-9 и Д-9а используют для склеивания черных и цветных металлов, феррита, керамики, многих видов пластмасс, а также очень многих других материалов. Эпоксидная смола является наилучшим клеем для соединения пенопластов между собой и с металлами. Режим отверждения для Д-6 и Д-9а: 30 — 24 ч при температуре 20 — 25° С; для Д-8 и Д-9, 5 — 7 ч при температуре 70° С. Не рекомендуется применять эпоксидные смолы для склеивания органического стекла и полиамидных материалов, так как для этих материалов прочность клеевого шва недостаточна.
Клей карбинольный (винилкарбинольный) предназначен для склеивания металлических и неметаллических материалов, устойчив к действию микроорганизмов и нефтяных масел. Применяется с наполнителем — портландцементом, окисью цинка, асбестом, гипсом, порошками металлов. Режим отверждения: 24 ч при температуре 20° С или 6 ч при температуре 50 — 70° С.
Резиновый клей 88Н используют для склеивания резины с другими материалами. Стоек к морской воде и тропической влажности. Наносят его на склеиваемые поверхности в два тонких слоя с промежуточной сушкой на воздухе. Сушат при давлении 0,01 — 0,1 МПа и температуре 20° С в течение 24 ч или при 40° С в течение 6 ч, а при 60 — 80° С в течение 4 ч. Подсохший клей разбавляют смесью этилацетата и бензина (1:1 по объему).
Резиновый клей ЛН применяют для склеивания бессернистой резины с металлами и пластиками, ферритов между собой и с металлами. Клей наносят на соединяемые поверхности тремя слоями (сушка первого слоя 4 — 8 ч, последующих — 25 — 30 мин). Окончательная сушка при температуре 70° С в течение 7 ч.
Мастику ЛН получают из клея ЛН путем добавления наполнителя — двуокиси титана. Используют ее для фиксации монтажных проводов, жгутов и отдельных деталей к шасси из алюминиевых и магниевых сплавов, к платам приборов. Мастика эластична, виброударопрочна, допускает легкий демонтаж без разрушения элементов. Высыхание мастики происходит при температуре 20° С в течение 48 ч (или по температуре 40 — 70° С в течение 15 — 7 ч).
Клей ПВА (поливинилацетатный склеивает детали из пенополиуретанов и пенопластов (сушить при температуре 15 — 25° С в течение 24 ч).
Лакокрасочные материалы и грунты в настоящее время промышленность выпускает в очень широком ассортименте. Перечислить их марки трудно, поэтому кратко охарактеризуем лишь основные группы и области их применения, на основании чего радиолюбитель сам сможет выбрать необходимый ему материал.
Лаки представляют собой растворы пленкообразующих веществ в органических растворителях. После высыхания растворителя на поверхности изделия остается прозрачная или непрозрачная, бесцветная или окрашенная пленка лака. Эмали отличаются от лаков тем, что содержат в своем составе пигментирующие вещества, которые обеспечивают получение цветной непрозрачной пленки на поверхности изделия.
Подавляющее большинство лакокрасочных материалов требуют обязательного предварительного нанесения на поверхность детали специальных составов — грунтов, обладающих хорошей адгезией и обеспечивающих высокое качество лакокрасочного покрытия. Если грунт в таких покрытиях не применять, то лакокрасочное покрытие разрушится быстрее.
В качестве грунтов используют специальные жидкие составы, в которых наполнитель после высыхания растворителя образует на поверхности изделия относительно толстую прочную защитную пленку (обычно коричневого цвета). Готовые грунты в -аэрозольной упаковке наиболее удобны. Для заделки царапин, трещин и других дефектов поверхность после грунтовки шпаклюют. Шпаклевка имеет вид тестообразной массы, наносят ее шпателем.
В настоящее время выпускают много лаков, эмалей, грунтов в аэрозоль-вой упаковке, что существенно упрощает процесс их нанесения, однако делать это следует на улице и в летнее время, так как мелкие капли краски оседают в комнате на стенах и мебели. Кроме того, эта работа требует осторожности в пожарном отношении.
Краски масляные образуют покрытия, надежно защищающие материал в различных условиях, оговоренных на этикетке, дешевы, могут использоваться без грунта. Сохнут они относительно медленно. Эмали масляные, глифталевые и пентафталевые позволяют получить более прочное покрытие, чем у масляных красок, но требуют грунтовки. Они быстро сохнут, их можно наносить пульверизатором (масляные краски наносят кистью).
Эмали нитроцеллюлоэные применяют для покрытия изделий, работающих только в помещениях. Их можно наносить без грунта. Эмали нитроглифтале-вые, эмали и лаки перхлорвиниловые пригодны для изделий, находящихся и «а открытом воздухе, но наносить их надо по грунтовому покрытию.
Бесцветными и цветными цапон-лаками покрывают изделия из черных и цветных металлов и стекла, находящиеся в помещении.
Керамические детали радиолюбители применяют только готовые, их обработка и изготовление в домашних условиях невозможны.
Керамика — превос ходный изолятор, если ее поверхность не покрыта пылью. Керамика весьма срочна, но очень хрупка и при незначительной ударной нагрузке может лопнуть.
Резиновые детали обычно защищают узлы аппаратуры от ударов и вибраций (различные виды амортизаторов, в том числе и в виде опорных ножек приборов), для передачи вращения (резиновые пассики в магнитофонах и электропроигрывающих устройствах). В резине, как правило, содержится сера, поэтому детали с серебряным покрытием (особенно контакты) нуждаются в защите при соседстве с резиновыми изделиями. Кроме этого, нужно знать, что резина в замкнутом объеме практически несжимаема, что в отдельных случаях может быть причиной разрушения прочных металлических конструкций.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ СЛЕСАРНЫХ И СТОЛЯРНЫХ РАБОТ
Слесарные инструменты используют для обработки металла, пластмассы, а также древесины, однако основное назначение — обработка металла; Главное требование к большинству слесарных инструментов заключается в том, чтобы их рабочая часть была острой, без дефектов на режущих гранях. Не менее важно соответствие инструмента характеру процесса и требованиям к качеству обработки.
Листы из мягких металлов толщиной до 2 — 2,5 мм можно разрезать ножницами по металлу (рис. 26). При этом необходимо помнить о том, что разрезаемый лист иногда значительно деформируется и даже последующая его правка не может придать ему прежнего вида. Поэтому целесообразно использовать ножницы только для разрезания небольших листов, деформация в этом случае незначительна. Неплохие результаты получаются, если по контуру разреза лист надрубить зубилом на половину толщины, а затем разломить, после чего обработать напильником.

Рис. 26. Инструменты для разрезания деталей из металла: большая и малая ножовки, шлв-Певка, резак, малые слесарные ножницы
Иногда при раскрое листовых металлов удобна ножовка по металлу. Чаше всего, однако, ею разрезают профильные, штампованные, точеные, литые, 1 не листовые детали.
Ножовки бывают большие, малые и так называемые шлицовки. Большая и малая отличаются длиной полотна и размерами зубьев. Для мелких работ может быть полезной шлицовка, ею удобно делать-юлицы на головках винтов, узкие щели и пропилы. Вид ножовок показан на рис. 26. Тонколистовые пластмассы обычно разрезают стальным резаком. По кон-|уру разреза проводят его лезвием (по стальной линейке) до тех пор, пока глубина канавки не превысит половины толщины листа. После этого лист кладуг Ва край стола и резким движением разламывают его по канавке. Резак можно выточить на точильном станке из ножовочного полотна.
Излишки материала с заготовок деталей обычно снимают напильником, представляющим собой полосу из закаленной стали с крупной или мелкой на-речкой на поверхности. Для грубой обработки используют напильники с крупной насечкой — драчевые. Грубую обработку мягких материалов и древесины ведут рашпилем — напильником с насечкой в , виде зубцов. Большинство деталей обрабатывают напильником с крупной и средней насечкой. Реже бывают нужны напильники с мелкой насечкой — «бархатные:». Для обработки мелких деталей используют надфили — маленькие напильники различной формы. Они тоже имеют разную насечку.
I По форме поперечного сечения напильники и надфили бывают квадрат&ыми, треугольными, прямоугольными, круглыми, сегментными, двусегментны-Ми, ромбическими и другими. Некоторые разновидности напильников и надфилей показаны на рис. 27.
Отверстия диаметром до 10 мм сверлят обычно ручной дрелью, в патрон которой устанавливают спиральное сверло соответствующего диаметра (рис. 28). Отверстия большого диаметра (20 — 100 мм) прорезают центробором (рис. 29), зажатым вместо сверла в сверлильный станок. Не следует заменять сверлильный станок ручной или электродрелью — это может привести к травме и ; порче обрабатываемой детали.

Рис. 27. Напильники (а) и надфили (б) разной формы
Для нарезания резьбы в отверстиях (внутренней резьбы) используют метчики.
Метчик для работы фиксируют в квадратном отверстии воротка. В ком плекте на каждый размер резьбы может быть два или три метчика с номерами 1, 2 или 1, 2, 3. Они имеют разную глубину резьбы и используются последовательно. При нарезании резьбы метчиком необходимо его ввинчивать попеременно (например, пол-оборота по часовой и одну-две четверти оборота против часовой для того, чтобы освобождать нарезаемое отверстие от стружки). При нарезании резьбы (особенно в вязких материалах) метчик необходимо смазывать машинным маслом. Главное — осторожность и постепенность выполнения операции. В радиолюбительском комплекте обязательно должны быть сверла для нарезания резьбы в резьбовых соединениях (табл. 11).


Рис. 28. Дрель ручная и спиральное сверло
Рис. 29. Центробор с фрезерованным (а) и точеным (6) вкладышем
Для нарезания резьбы на винтах используются плашки. Это круглые гайки из закаленной стали с тремя (или более) отверстиями для выхода стружки. Плашку при нарезании резьбы укрепляют в воротке, который в данном случае принято называть плашкодержателем.
Для установки винтов с потайной головкой отверстие зенкуют на нужную глубину зенкером (сверлом специальной формы) или фрезой с углом заточки 90°. Радиолюбители часто используют для зенкования обычные сверла, переточенные под углом 90° (стандартный угол заточки 120°).
При слесарной обработке детали ее необходимо надежно закрепить, иначе она может сдвинуться, что, с одной стороны, ухудшит качество обработки, а с другой — может стать причиной травмы. Для закрепления деталей служат тиски настольные и ручные (рис. 30), а также струбцины различной формы. Для радиолюбителя лучше всего подойдут съемные тиски с шириной губок 60 — 100 мм, прикрепляемые к столу (или верстаку), либо настольные тиски с резиновой присоской. Полезными могут быть миниатюрные ручные (иногда их называют часовыми) тиски.

Рис. 30. Тиски слесарные съемные (а) и ручные (б)
Диаметры отверстий под винт и под резьбу
| Диаметр резьбы | Диаметр отверстия, мм | ||
| под винт для точной сборки | ПОД ВИНТ
для сборки средней точности |
под резьбу | |
| М2 | 2,15 | 2,2 | 1,45 |
| М2,5 | 2,7 | 2,9 | 2 |
| МЗ | 3,25 | 3,5 | 2,3 |
| М4 | 4,3 | 4,6 | 3,1 |
| М5 | 5,4 | 5,8 | 3,9 |
| Мб | 6,5 | 6,9 | 4,6 |
| М8 | 8,7 | 9,2 | 6,3 |
К числу вспомогательных инструментов можно отнести кернер для на-кернивания центров отверстий перед их сверлением, молоток (лучше два: малый и средний), небольшое зубило, чертилку (ее можно сделать из старого надфиля) и лобзик. Некоторые из этих инструментов показаны на рис. 31. Лобзик позволяет выпиливать отверстия сложной формы в листовых материалах (древесине, металле, пластмассе).

Рис. 32. Приспособления для разрезания термопластических материалов
Для обработки пластмасс используют те же слесарные инструменты, что и для обработки металлов. Специфическим инструментом для обработки термопластичных пластмасс является нагретая струна, с помощью которой можно разрезать бруски и выполнять разнообразные отверстия в листовом материале или корпусах (рис. 32,а). В качестве струны используют проволоку из сплава с высоким омическим сопротивлением (нихром, фехталь, константан) диаметром 0,3 — 0,5 мм. Струну нагревают током от понижающего трансформатора с хорошо изолированной вторичной обмоткой. Необходимый ток подбирают опытным путем. Медленно надвигая на горячую проволоку заготовку детали, можно получить разрезы различной формы. Если нужны тонкие полоски или прямые разрезы, то используют прикрепленное к доске ножовочное полотно. Толщина полоски определяется шайбами, подложенными под ножовку (рис. 32,6).
Для обработки древесины (это сравнительно редкие работы в практике радиолюбителя) применяют ножовки по дереву, угольники для разметки, стамески и долота, рубанки и коловорот с перовыми сверлами. Некоторые из этих инструментов показаны на рис. 33. При малом объеме работ можно обойтись одним рубанком. Лучше всего выбирать рубанок с металлическим станком. Если работы много, следует использовать три рубанка — так называемый «шерхебель» для грубой строжки (он имеет полукруглое, лезвие), обычный рубанок и фуганок (длинный рубанок с двойной железкой), особенно удобный для строжки длинных досок.

Рис. 33. Инструменты для обработки древесины: рубанок, угольник, спиральное сверло, пе« ровое сверло, коловорот и ножовка по древесине
Для сверления небольших отверстий в древесине можно использовать ручную дрель и обычные сверла по металлу. Отверстия большого диаметра лучше сверлить перовыми сверлами : — специальными сверлами для древесины. Для таких сверл вместо дрели используют коловорот. Как и при обработке металлов, деталь необходимо прикреплять к столу или верстаку струбцинами.
ВАРИАНТЫ РАБОЧИХ МЕСТ
При изготовлении в домашних условиях радиоэлектронной аппаратуры радиолюбителыконструктор выполняет работы по электрорадиомонтажу (далее их будем называть монтажными), по обработке и отделке металлических, пластмассовых и деревянных деталей, по налаживанию смонтированных -конструкций. Главное место среди этих работ занимают монтажные и намоточные — монтаж соединительных проводов и кабелей, монтаж на платы проводников, кабелей, радиодеталей (резисторов, конденсаторов, транзисторов, диодов) и интегральных микросхем; демонтаж этих элементов; установка монтажных (печатных) плат; изготовление магнитных антенн, катушек индуктивности и трансформаторов.
При изготовлении монтажных плат, шкал, верньерных устройств, шасси, футляров и ящиков приходится иметь дело с обработкой металлов, пластмасс и древесины, в том числе листовых материалов и фасонных профилей, отдел-кой деталей и узлов, Сборкой их в законченную конструкцию. Для выполнения всех этих работ с высоким качеством необходимы определенные знания, набор инструментов, наличие материалов и приспособлений, правильно организованное рабочее место.
Оборудование рабочего места радиолюбителя-конструктора зависит 01 многих факторов: сложности работы и ее характера, длительности, жилищных условий. При этом из большого числа вариантов организации рабочего места можно выделить следующие пять: простейшее съемное рабочее место на столе, рабочее место у подоконника, складной верстак заводского изготовления, самодельный верстак или стол и, наконец, отдельная комната под мастерскую. Простейшее съемное рабочее место выполнено из куска фанеры толщиной 4 — 6 мм (или оргалита) размерами примерно 500X300 мм, служащей основанием. По периметру основания прикрепляют шурупами деревянные планки сечением примерно 15X15 мм, снизу к нему приклеивают кусок шинельного сукна, старого пледа или фланели, что лозволит устанавливать переносное рабочее место даже на полированный стол.
Разумеется, возможности такого ра-, бояего места весьма невелики. На нем можно выполнять только самые простые монтажные и слесарные работы.
Рабочее место у подоконника. Если позволяет конструкция окна, целесообразно под рабочее место использовать подоконник. Его необходимо расширить, прикрепив к торцу или на прочных кронштейнах к стене сухую доску толщиной не менее 30 мм. Для установки съемных тисков снизу (если необходимо) делают вырез. Такое рабочее место почти всегда хорошо освещено и удобно в работе. Его возможности гораздо шире, чем предыдущего, так как позволяют выполнять весьма сложные монтажные, регулировочные, столярные и слесарные работы.
Складной верстак для мелких работ по древесине и металлу можно приобрести в магазинах хозяйственных товаров, «Детский мир», «Пионер», «Юный техник» и т. п Такой верстак в сложенном состоянии занимает мало места, а в развернутом позволяет выполнять самые разнообразные столярные, слесарные и монтажные работы. Его станина выполнена из металлического коробочного профиля, на ножках снизу установлены резиновые наконечники, которые предупреждают скольжение и порчу поверхности пола. На верстаке можно установить лампу местного освещения и колодку для подключения паяльника и измерительных приборов, жоробки для хранения материалов я деталей.

Рис. 1. Простейшее съемное рабочее место радиолюбителя-конструктора (а) и рабочее место в виде специального стола (б)
Самодельный верстак или стол. Конструкция такого верстака требует выполнения сложных работ, что доступно немногим радиолюбителям. Конкретные рекомендации дать здесь трудно, ибо выбор конструкции и используемых материалов зависит от возможностей и способностей радиолюбителя. Хорошо, например, подходят для этой цели старые кухонные столы или столы тумбочки на лрочных ножках с толстой дощатой столешницей Верстак следует установить так, чтобы свет падал с левой стороны и была обеспечена возможность беспрепятственной уборки стружки, опилок и прочего мусора, образующихся при выполнении монтажных, слесарных и столярных работ.
Отдельная комната. При наличии отдельной комнаты или уголка (например, на даче, в сарае, на чердаке) можно организовать небольшую мастерскую, основой которой будет самодельный или готовый верстак или массивный стол. В мастерской целесообразно повесить одну или несколько полок, установить шкаф для материалов, инструментов, приборов и незавершенных конструкций.
При определении размеров рабочего места надо предусмотреть размещение паяльника, проводников и подготовленных к пайке деталей, припоя, флюса, принципиальных и монтажных схем, дополнительных монтажных инструментов и материалов, слесарных и других инструментов, приборов, лампы местного освещения. Если есть возможность, все материалы, инструменты, приборы и приспособления удобнее всего хранить на рабочем месте, а если нет, то в шкафу или на полке выделить для этого место.
Два варианта рабочего места радиолюбителя-жонструктора из описанных выше показаны на рис. 1. В зависимости от конкретных условий и возможностей их следует доработать. При этом надо учитывать, что высота столешницы и сидения стула должны соответствовать росту человека. Плохо, если во время работы, сидя за столом, приходится горбиться или тянуться.
При организации рабочего места обязательно надо учесть требования техники безопасности, предусмотреть возможность уборки каждого инструмента на свое место. Если он хранится на полке, следует краской или фломастером нанести его контур, а если в ящике — целесообразно сделать специальное гнездо. На рис. 1,6 (пунктиром) показаны варианты размещения паяльника. При размещении рабочего места следует обязательно учитывать возраст, вкусы и характер лиц, проживающих вместе с радиолюбителем, с тем, чтобы его работа не мешала другим.
